
NEW PRODUCTS and INNOVATIONS
Genesis of the vacuum segment erector
Genesis of the vacuum segment erector
TunnelTalk Research
- It has come to light that the TBMs used on the marine running tunnels for the French side of the Channel Tunnel had vacuum segment erectors. The two 8.8m diameter EPB-type machines were manufactured and delivered by the Robbins Kawasaki joint venture in 1987 and the vacuum segment erectors were developed for the machines by Kawasaki.

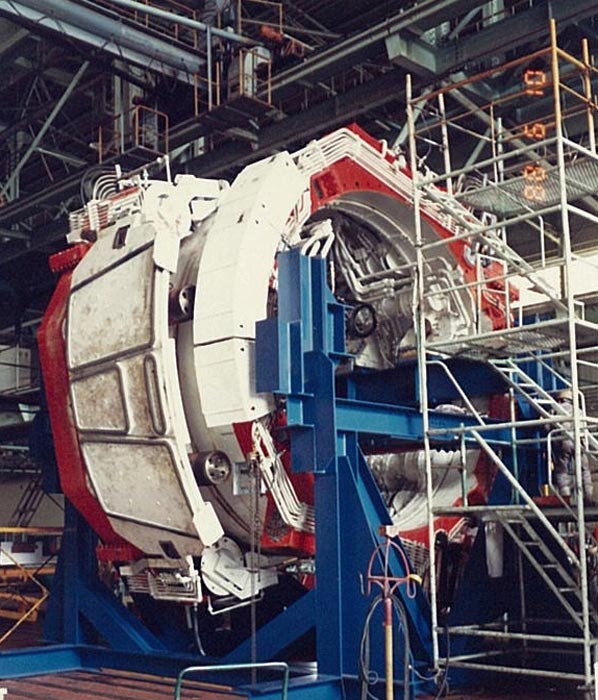
French marine running tunnel TBM and its vacuum segment erector and assembly
- According to Yasunori Kondo, Head of the Tunneling Equipment Engineering Section at Kawasaki Heavy Industries; "the erectors were invented by us independently of other development efforts and with only specialist vacuum equipment supplied by a sub-vender. The client, TML, requested the use of the vacuum erector system in order to achieve extremely high advance rates that seemed difficult to reach at that time. The KHI TBMs had a double erector system. This was first use of vacuum erectors on Kawasaki TBMs."
- Joe Roby, Vice President of The Robbins Company-Kent in Washington recalls: "Certainly the machines used vacuum erectors. I worked there, on the French Side, and replaced/repaired many of the small vacuum pumps used. As is the case for vacuum erectors today, there were actually three or more areas where vacuum was applied to each segment. If the seal was damaged or the vacuum lost in any way in one of the cells, the remaining cells were sufficient to hold the segment safely. The segment crane that transferred segments from the segment cars to the segment magazine also used a vacuum pickup.


Vacuum erector in action (left) and a vacuum carrier lifted segments from the flat cars
- "In talking to some colleagues who were also on the project, they cannot specifically remember who introduced the idea for the French side machines but they believe that it was specified by the contractor. Robbins had been using mechanical pickups prior to the Channel, as far as anyone can remember, and we don't believe we actually came up with the vacuum concept. However no one had knowledge of it being used on other TBMs previously."
- In continuing our research of the technique, the Channel Tunnel application is some four years later than the application at Three Valleys in the UK. There was also the influence of the five UK tunnelling contractors with the five French tunnelling contractors in Trans-Manche Link (TML) but contractors on the English side of the project did not use vacuum segment erectors on any of their six machines used for the three marine drives and the three landward drives away from Shakespeare Cliff. If anyone has further information to share please use the Feedback button to send us your input.
UK development of a vacuum segment erector
TunnelTalk Research
- It is believed that a team of site engineers working on a tunneling project in the UK some 25 years ago, brainstormed the concept of a vacuum segment erector to solve damage cause by a mechanical gripper erector. Since then the concept and technique has become an indispensable element of modern, TBM-excavated, segmentally-lined tunnels.
- Thyssen (GB) Ltd was excavating a 6.2km long tunnel near Heathrow Airport in 1983 for the Three Valleys Water Company. The 100in (2.54m) internal diameter tunnel was being built through London Clay and was being lined with 27in (685mm) wide rings of wedge block or expanded precast concrete segments, each ring comprising nine ordinary plates or segments, two top segments and a wedge-shaped key at the crown to expand the ring tightly against the clay. The system works without any bolting or fixings on the circle or longitudinal joints and without any back grouting.
- Shield manufacturer Markham of Chesterfield was engaged to supply an open-face tunnelling shield with a backhoe excavator with conveyors together to discharge muck into rail-bound skips, and an erector to lift and place the segments.


The project's backhoe shield in Markham's factory and on site, being lowered into the working shaft
- This was selected, in preference to a full-face rotary type excavator, as being the most economical solution for the length of tunnel, the planned outputs, and the anticipated ground conditions.
- Historically, tunnels of this type and size in the UK had been driven successfully using full-face rotary type excavators, such as the Kinnear Moodie Drum Digger, and with segments erected manually. Potential clay pug in the face of a rotary type excavator promoted the choice of a open face excavator shield and the weight of the individual segments on the Three Valleys contract, plus a desire to reduce manual labour wherever possible, led to design of a segment transport system and a mechanical erector for the machine.
-

The mechanical erector causing damage to the edges of the segment
- The rotary-type erector supplied with the shield had steel claw grippers designed to pick up the segments from the invert and rotate them into position. It quickly became apparent however, that the detail would not achieve the planned production rates(1). Despite some modifications, the gripper system was either dropping the segments or spalling the edges with increased gripping force. The problems were exacerbated by the different geometry of the ordinary, top and key segments.
- Andrew Draper, Thyssen's contract Agent at the time, recalls that it was ''while sitting in the car at the Datchet level-crossing on the way home'' it occurred to him that a vacuum lifting device might work.
- A quick bit of mental arithmetic, based on segments weighing approximately 375lbs and using a vacuum force of 12psi, a vacuum pad would require an area of about 31in2 for a successful lift. For practical purposes, and with a FOS (factor of safety) of 4, the pad area would increase to 125in2. (It was said that many engineers at that time resorted to the imperial system for mental arithmetic and that some, especially the older ones, still do!) On arriving home Draper said: ''I jotted down a few calculations that confirmed my original thoughts.''
- The following morning, he set up a meeting with his Thyssen colleagues on site, Brian Smith, mechanical engineer, Rob James, sub-agent, and Danny Travis, foreman fitter.

-

The vacuum erector prototype in action
- Draper recalls; ''some, including the machine's manufacturer, were sceptical of the idea but it was decided to set up an on-site trial. Danny was brilliant and in no time he had cannibalised a vacuum pump from and old Sykes sump pump and had made a crude vacuum pad glued to a curved steel plate using draught sealant. This was rigged up in the site workshop and tried out with the help of a forklift truck. Somewhat to the surprise of bystanders, it worked! First time. Even with someone standing on the segment!''
- Things moved rapidly from there. In less than a week, the first vacuum erector with site-made vacuum pads was fitted to the shield.
- ''The lads on the machine thought it brilliant,'' said Draper. Each segment needed a small hand brush sweep to remove any dirt, but unlike the steel finger mechanical erector, the vacuum pads avoided gripping the edges and needed no precise locating on the segment for operation. As a result, production rapidly reached the target of 25 rings/shift.

-

Purpose-made suction pads
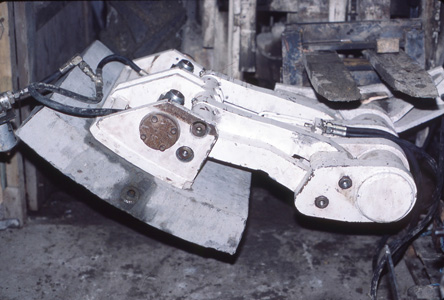
The engineered erector in trials and holding a segment plate
- Development of purpose-made suction pads had production rates increase further. Following these demonstrations, shield manufacturer Markham designed and produced a factory-made unit which enabled frequent production rates of 40 rings (90ft or 27m) per shift and a best of 54 rings, 122ft or 37m in a single 12hr shift(4).
- At the time, a patent application was made and subsequently granted to Thyssen (BG) and naming Andrew Draper and Brian Smith as co-inventors.
- Following this application, Markham developed vacuum erectors for new tunnelling machines in the UK. The first was for Miller Construction (now Morgan Est) for its North London Flood Relief Tunnel in Islington for Thames Water that was under construction at the same time as the 'Three Valleys' machine. With the patent pending, Thyssen (GB) agreed this license.
- In years to come, Herrenknecht in Germany picked up and perfected the technique to lift ever heavier segments. The first Herrenknecht machine with a vacuum segment erector was also for a UK project - the backhoe shield manufactured for the Docklands Light Rail tunnel connection to the Bank Underground Station in London in 1988(5).
- Vacuum segment erectors are now an industry norm and are vital for the lifting increasingly more common steel-fibre reinforced segments and for building rings of enormous segments behind the mega-diameter TBMs being used today. The vacuum erector on the 15.4m Herrenknecht machine on the Chongming highway tunnel project under the Yangtze River in Shanghai for example lifted segments of up to 16 tonne each.




Vacuum erector building the lining behind the 15.4m diameter Herrenknecht TBM in Shanghai
- Vacuum lifting devices have been used in sheet metal industries and in precast concrete factories for many decades but for a large diameter tunnel project, the multi-tonne segments can only be lifted without damage by the wide surface-area lift of a vacuum erector.
- And it all began as the possible solution to an irritating problem and in the Thyssen (GB) workshop, on the Three Valleys tunnel project in the UK in 1983 - that is unless someone has more to add to the conversation.
-
Trials and tribulations at Three Valleys; T&TI, April 1984, p43
Under Three Valleys (BTS meeting report); T&TI, Oct 1984, p55
Ground treatment for the Three Valleys tunnel; T&TI, Oct 1985, p85
Vacuum segment erector speeds mechanised wedge block tunnelling; T&TI, April 1986, p41
Docklands railway City extension, London; T&TI, March 1988, p18