
TunnelTECH
Fibre-reinforced concrete for precast segments
May 2014
Benoit de Rivaz, Global Tunnelling Manager, Building Products, NV Bekaert SA
-
Fibres can be used as reinforcement in precast concrete segment tunnel linings, either as a fibre-only solution or as a combined solution with conventional rebar reinforcement. There are a large number of reference projects that have used fibre-reinforced concrete (FRC) successfully. Projects using FRC segments report high durability, minimisation of handling and installation damage and repairs, reliable demonstration of performance in the relevant ultimate limit state (ULS) and service limit state (SLS), and an overall reduction in manufacturing costs compared to conventionally reinforced concrete. Benoit de Rivaz of Bekaert explains the results of recent tests performed by the University of Rome on precast tunnel segments made with concrete reinforced with Bekaert's Dramix® high-strength steel fibres in an effort to analyse the possibility of adopting FRC without traditional steel reinforcement for precast tunnel segments.
- The structural design of FRC elements is based on the post-cracking residual strength provided by fibre reinforcement. Other cases, like early-age crack control or fire resistance, are considered non-structural uses of FRC. For structural use, a minimum mechanical performance of FRC must be guaranteed.
- Fibres can be used to improve behaviour at the SLS since they can reduce crack spacing and crack width, thereby improving durability. Fibres can also be used to improve behaviour at the ULS because they can partially or totally substitute conventional reinforcement.
- While the mechanical properties of a cementitious matrix are modified when fibres are added, the elastic properties and compressive strength are not significantly affected by fibres unless a high percentage of fibres is used.
- Thanks to the publication of European standards specifically dealing with fibres, as well as the existence of international design guidelines such as the Model Code 2010 as edited by the International Federation for Structural Concrete, design rules and performance classes have been clearly established and described.
- In this study, three different kinds of experimental tests were performed using segments that were cast with a concrete reinforced with Dramix® RC80/60 BM high-strength steel fibres with hooked ends and glued in bundles (Rm, nom=1,500N/mm², E modulus 210,000N/mm²) with a length of 60mm and a diameter of 0.75mm (and an aspect ratio equal to 80). They included:
- a beam test to validate the performance class requirement,
- bending tests to evaluate the bearing capacity under flexure that can occur during transitional stages (i.e., the demoulding, storage, and moving phases) and in the field due to asymmetrical soil pressure, and
- thrust tests able to reproduce the TBM action on the segment during the excavation process.
- The beam tests (Figs 1 and 2) used Section 5.6 of Model Code 2010 and standard EN 14651 published in the November 2005 Test method for metallic fibre concrete: Measuring the flexural tensile strength (limit of proportionality (LOP), residual) for the characterization of the FRC.
-

Fig 1. Bending test performed on beams
-

Fig 2. Beam bending test series BK2
- The behaviour of the tension of fibre-reinforced concrete is evaluated in terms of residual flexural tensile strength values, which are determined based on the load-crack opening curve or the load-deflection curve, obtained by applying a centre-point load on a simply supported notched prism.
- The value fR1 (Crack Mouth Opening Displacement CMOD = 0.5mm) was used for the SLS and the value fR3 (CMOD = 2.5mm) was used for the ULS. FRC toughness is classified by using a couple of parameters: the first is a number representing the fR1 class, while the second is a letter representing the ratio fR3/fR1. The strength interval for fR1k is defined by two subsequent numbers in the following series: 1.0, 1.5, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 7.0, 8.0 (MPa).
-
I.D I.D Age FL[kN] fR1[MPa] fR3[MPa] 280 28 days 18.10 9.21 10.85 BK1 281 28 days 15.63 7.55 9.44 282 28 days 14.75 6.22 8.37 283 28 days 14.63 6.83 8.64 BK2 284 28 days 14.08 6.79 7.64 285 28 days 17.10 6.26 8.08 286 28 days 20.45 6.33 8.80 BK3 287 28 days 18.19 6.76 8.26 288 28 days 21.01 8.62 10.41 Results of the beam tests on the fibre-reinforced materials
- The fR3k /fR1k ratio is represented with the letters a, b, c, d, and e, corresponding to the ranges:
- a if 0.5 ≤ fR3k /fR1k ≤0.7
- b if 0.7 ≤ fR3k /fR1k ≤0.9
- c if 0.9 ≤ fR3k /fR1k ≤1.1
- d if 1.1 ≤ fR3k /fR1k ≤1.3
- e if 1.3 ≤ fR3k /fR1k
- Results confirm that this type of high-performance Dramix® RC80/60BM fibre easily meets the performance requirements according to Model Code 2010 as C40/50 4c.
- Two bending tests named BK1 and BK2 were performed in displacement control by adopting a 1,000kN electromechanical jacket with a PID control and by imposing a stroke speed of 10µm/sec (Fig 3). Furthermore, the crack pattern was recorded at different steps with the help of a grid plotted on the intrados surface (100 x 100mm).
-

Bending test setup
-

Fig 3. Loading setup for bending tests

-

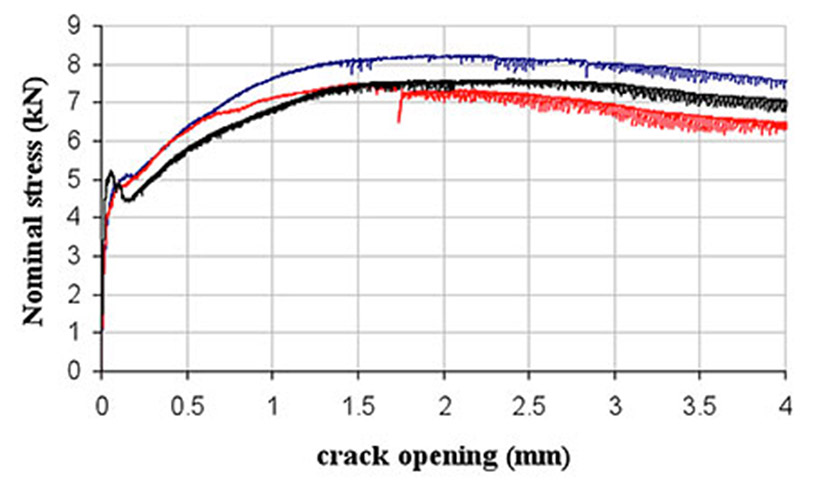
Fig 4. Results of the BK1 and BK2 bending tests
- For both tests, the displacements measured by the four wire transducers were practically coincident, highlighting that no torsion of the segment was present (Fig 4). The first crack appeared for a load of about 130kN (related to a mid-span displacement of about 1.25mm) for segment BK1 and for a load of about 150kN (related to a mid-span displacement of about 1.25mm) for segment BK2 (Fig 4). In both tests, the crack formed close to the mid-span of the segment and quickly propagated along the whole intrados surface. The main take-away message was that hardening post-crack behaviour can be achieved.
- One point load test was performed by applying two point loads to the segment by adopting the same steel plates similar to those used by a TBM (Fig 5). A uniform support was considered as the segment was placed on a stiff beam designed for the purpose. Two 2,000kN rackets were used for each steel plate.
- The load was measured continuously by pressure transducers. Four wire transducers (two located at the intrados surface and two at the extrados surface) measured the shoe displacement, while one linear variable differential transformer (LVDT) transducer was applied between the load shoes in order to measure the crack openings.
- Four load steps were imposed:
- A load step up to 100kN for the system arrangement
- A load step up to 785kN for each shoe, representing the limit state design value
- A load step up to 1,100kN for each shoe, representing the maximum load of the TBM jacks
- A load step up to 2,000kN for each shoe (maximum load of the laboratory jacks)
-
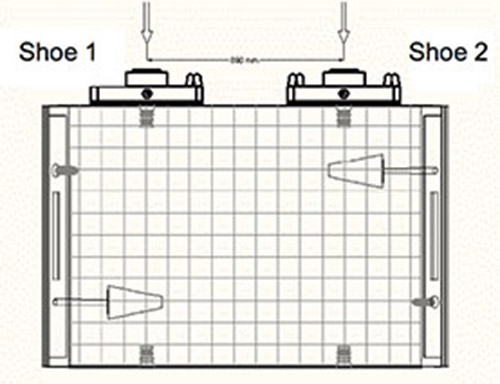
Fig 5. Point-load test setup
-

Transducers measured two point loads
- The first cracks appeared at a load level of 1,650kN (for each shoe) between the two shoes. The crack pattern at the maximum load, equal to 2,000kN (for each shoe), was a small length increase of the two cracks between the load shoes.
- It has to be remarked that the first crack occurred at a load level (1,650kN) higher than the design value (785kN) and the maximum load of the TBM (1,100kN). Furthermore, it should be noted that the fibre reinforcement can control crack development, with a limited increase of the length of existing cracks when the load was increased from 1,650kN to 2,000kN. Ultimately, this solution provides much better crack control than rebar.
- The use of 40kg/m3 Dramix® RC80/60BM meets the main requirements by achieving hardening post-crack behaviour in bending and providing control of cracking. A minimum performance class of C40/50 4b for the FRC as described by Model Code 2010 is recommended. This approach has been successfully implemented in many projects worldwide. Nevertheless, in order to obtain the desired results, it is worth noting the necessity to develop an accurate study of the material to ensure a fibre typology suitable to a particular matrix.
-
Concrete finish for Glendoe repair – TunnelTalk, Dec 2011
20 years of fibre concrete linings in the UK – TunnelTalk, Oct 2010
TunnelTalk Archive - Search results for key phrase <steel fibres>
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.