
- Current
Site investigation information for the twin-bored tunnels of the UG2 metro tunnel construction contract in Bangalore, India was based on the results from 2,118m of boring in 146 test holes along the east-west alignment and was issued with the tender documents. Study of the resulting sub-soil profile indicated the presence of a four layer stratification comprising of silty, sandy soil overburden (SS) followed by highly weathered rock (HWR), moderately weathered rock (MWR), and hard rock (HR) in sequence. Combinations of these four layers, along with discontinuities and transition zones, were to be anticipated over the length of the 2.5km long tunnel drives (Fig 1).
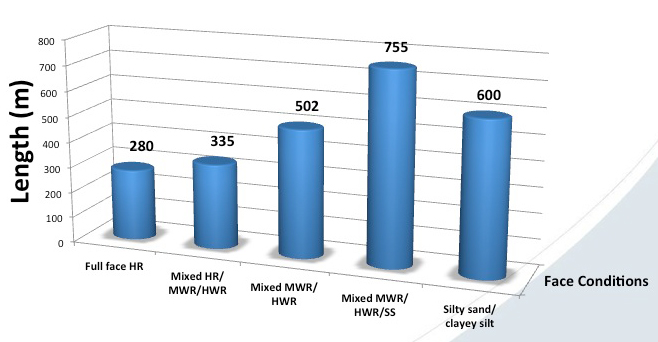
Five different conditions at more than 25 locations were identified. Mixed face conditions with hard rock or medium weathered rock in the tunnel invert and weaker fully weathered rock and/or residual soil in the crown would be encountered along 1,592m or 65% of the alignment. In two areas amounting to 11% of the alignment the TBMs were required to bore through a full face of hard rock. Soft ground, consisting mainly of residual soils, occurred at six different locations totaling some 600m or 24% of the alignment (Fig 2).
The length of twin tunnel to be driven in each face condition varied from around 30m up to a maximum of 160m and precluding junctions with station boxes there were more than twenty transition zones between different face conditions. At one location there was an abrupt change from a full face of hard rock to a full face of silty sand. The alignment passed through a truly complex geology where difficult and challenging mixed face conditions would dominate the tunnelling operation. The wide dispersion of test results within the identifiable layers highlights the complex geology along the alignment (Table 1). Bedrock consisted of granites and granitic gneiss intruded by a number of basic dykes. Laboratory testing of rock samples indicated compressive strengths up to 254 MPa.

The features include a matrix of weathered rock with relic joints and isolated core stones, clay-filled discontinuities, rectangular core stones and un-weathered jointed rock (Fig 3). The weathered granite has not been subjected to transportation and much of the original structure remains with isolated, hard, core stones and the quartz crystals within the matrix retaining their sharp angular features, increasing the abrasiveness of the medium.
The permeability values of the soil overburden range from 2.97 E-03 to 9.86 E-07, indicating that this layer would be semi-pervious to practically impervious. In the event, ground water was found within the overburden layer between 2m and 9m below existing ground level. It was noted that variations in the ground water level could occur during the monsoon season. Other factors contributing to variations in groundwater level include the hilly terrain, impervious layers, discontinuities, extraction through open and tube wells, and recharging through a government supported water conservation initiative. With the project located in an older part of the city, it was possible that a number of uncharted wells would be encountered during the tunnel drives. As well as steel lined tube wells the TBMs would have to be capable of dealing with older, abandoned hand dug wells that are lined with granite masonry blocks.
| Table 1. Properties of soils and rock layers along the tunnel alignment | ||||||||
| Layer | Description | Occurrence of layer from EGL (m) |
Thickness of layer (m) |
N values |
Core recovery (%) |
UCS (MPa) |
RQD (%) |
RMR |
| Layer 1 Overburden (SS) |
Clayey silt/ sandy silt/ silty sand |
- | 0.6—30 | 7- >100 | NA | NA | NA | NA |
| Layer 2 (HWR) |
Highly weathered rock |
0.6—26.5 | 0.8—14.7 | 48-Refusal | NA | NA | NA | NA |
| Layer 3 (MWR) |
Moderately weathered rock |
6.5—25.5 | 0.2—16.5 | NA | 0—38 | NA | 0—62 | <20—47 |
| Layer 4 (HR) |
Hard rock | 1.0—29.3 | 1—17.5 | NA | 11—100 | 24—308 | <50—99 | 50—82 |
Urban tunnelling at shallow depth will usually induce settlements at the surface, even under the most strictly controlled tunnel driving operations. Tunnelling in highly variable mixed face conditions, with a shallow depth of cover, exacerbates this perennial problem. The selection of appropriate tunnel boring machines to overcome these difficulties is a complex process, which requires a firm understanding of the ground conditions and structural issues. This is where engineering judgment plays an essential role. On contract UG2, with a lead in time of 12 to 14 months required to manufacture and transport two TBMs for the contract, important decisions made during the tender stage were re-examined and negotiations with potential TBM suppliers were advanced to ensure delivery of the machines to Bangalore in time for the start of tunnelling work.

In the technical submission with its tender, CEC-CICI-SOMA JV had proposed to use slurry tunnelling machines (STMs) rather than earth pressure balance machines (EPBMs).
Over recent years the ranges of application of slurry and EPB shields have both been widely extended. This is especially true of EPBMs, which were designed originally for soils with at least 30% of fines, but now, due to advances in soil conditioning, have been applied successfully in coarse-grained soils. On Contract UG2 the choice of machine type was left to the Contractor with the over-riding issue being control of settlement.
In the variable mixed face conditions, the support medium within the excavation chamber of an EPB machine would not be open to precise definition or measurement. Large fluctuations in pressure of +/- 1 bar could occur resulting in over excavation, excessive settlement or face collapse. In slurry machines the support medium, being a frictionless fluid contained in the working chamber and maintained at a predetermined support pressure, reacts sensitively with pressure changes to volume imbalance. The difficulties and risks involved with maintaining adequate face pressure when using EPBMs in a mixed face of soil and rock have been experienced on a number of previous projects in similar ground conditions. These risks are magnified considerably when tunnelling beneath dense urban areas. Consequently, the trend has been from EPB to slurry face support where difficult geological conditions are expected. STMs are frequently the preferred option in mixed ground conditions of granite and residual soils, similar to those in Bangalore.
Some of the advantages that slurry methods offer include:
In both STM and EPBM shields it is necessary to have planned stoppages and interventions to inspect and/or replace cutter tools. Entering the cutterhead chamber of a pressurized face TBM is a high risk activity that can lead to de-stabilization of the face resulting in excessive settlement or even face collapse and sinkholes. The intervention process with an STM is considered a simpler, less risky and quicker process than for an EPBM.

From the foregoing it can be concluded that the advantages of a slurry shield, by and large, are on the side of risk-reducing factors, such as more precise face support control, better control of coarse ground, better wear control, easier face access and lower risk of settlement. On the other hand the advantages of the EPBM-shield are on the side of economic factors, which, in many cases, make the EPBM-shield the primary choice in the market.
Against a background of recent critical situations, paired with long standstills of EPB shields under extremely difficult mixed face conditions, similar to those in Bangalore, it was concluded that the initial cost benefit of an EPB shield would more than likely be lost by more and longer standstills. Subsequent difficulties in managing the excavation process with an EPB shield under these adverse geological conditions would pose additional problems and add to the risk. Further, the usual methods for determining the most suitable TBM type, such as comparing the grading curve of representative soil samples along the alignment with the known soil grading envelopes within which EPB and slurry machines can operate, were not appropriate for the complex geology on the Contract UG2 alignment. Some 11% of the tunnel would be driven through hard, fresh rock and 65% in mixed face conditions, below water table level, with rock of varying consistency in the invert and one or two softer layers in the crown. Only 24% of the tunnel, at four different locations would be in a full face of soft soil where reasonably grading curves could be obtained. Considering the advantages offered by STMs, in particular the reduced risk of ground loss and settlement, the Contractor and ultimately the Client favoured the use of STMs for the contract. A suitability analysis, introducing weighting factors for the prevailing ground conditions, supported this conclusion. On Contract UG2 the case for using STMs outweighs that for using EPB machines by a factor of nearly 3 to 1 (Table 2).
| Table 2. Factored suitability analysis EPB vs Slurry TBM | ||||||||
| Soil Type | % of Total | Suitability Factor | Weighted Suitability | |||||
| A | B | C | D = (AxB) | E = (AxC) | ||||
| Alignment | EPB | Slurry | EPB | Slurry | ||||
| Full face HR | 11% | 0 | 100 | 0 | 11 | |||
| Mixed HR/MWR/HWR | 14% | 0 | 100 | 0 | 14 | |||
| Mixed MWR/HWR | 20% | 0 | 100 | 0 | 20 | |||
| Mixed MWR/HWR/SS | 31% | 10 | 90 | 3 | 27 | |||
| Silty sand/clayey silt | 24% | 100 | 0 | 24 | 0 | |||
| Total | 100% | 27 | 73 | |||||
A performance specification that met the Contractor’s requirements for the two TBMs for the project was drawn up and issued with the site investigation report to five potential TBM suppliers. With the co-operation of the Client, all the selected manufacturers were provided with an opportunity to inspect the core samples obtained during the pre-tender site investigation, and some of the manufacturers carried out further laboratory testing on samples of these cores and produced reports containing their interpretation of the expected ground conditions. These interpretations generally supported the Contractor’s conclusions regarding the prevailing ground conditions. Comprehensive technical and commercial proposals were received from three manufacturers and following a notice to proceed by the Client, negotiations were entered into with the competing suppliers. After refining the technical specifications and receiving detailed comparable proposals from each, commercial terms were agreed and a contract to supply two TBMs with their slurry transportation systems and slurry treatment equipment was awarded.


Selection of a machine supplier should not be based purely on commercial grounds. For UG2, a matrix was developed to compare 174 of the key technical features of the TBM, its back up, the slurry transportation system and the slurry treatment plant. Other factors taken into consideration included the suppliers’ experience and capabilities and their ability to provide support to the tunnelling activities. It is important to recognize that it is not a simple process to compare one manufacturer's machine to another manufacturer's machine. Different ways of presenting what appears to be similar data can produce conflicting results and make it difficult to reach an objective conclusion. The purchaser must make a careful analysis of all of the data to ensure that he is comparing like with like. As an example, examination of the three detailed proposals received from potential TBM suppliers for UG2 indicated that all exceeded the contractor’s minimum requirement of 950kW for cutter power by a significant margin. Supplier A exceeded the minimum requirement by 28% and provided 6% more power to drive the cutterhead than either supplier B or C (Fig 4). Comparison of the torque and torque factor [α] however presented a different picture. At the same cutter speed, supplier B’s torque and torque factor during normal operating conditions appeared to be 72% higher than A and 32% higher than C (Fig 5).

Some of the disparity in the figures can be explained by the varying efficiencies and losses of different drive configurations but the major discrepancy is in the way that the torque figures were presented by the three manufacturers. After adjustment, supplier B’s normal torque was in fact 37% higher than A and only 6% higher than C. Similarly, a sensitivity analysis of the power consumption of the slurry systems and the slurry treatment plant under load, was carried out and this demonstrated significant differentials in the cost of operating what appeared to be, on initial examination, three basically similar systems.
The efficiency of the TBM, together with its slurry system and the slurry treatment plant significantly affect the operating costs. A sensitivity analysis of the power consumption of the slurry systems and the slurry treatment plant under load was carried out and this demonstrated significant differentials in the cost of operating what appeared to be three similar systems. The power consumption of the least efficient system was nearly 50% more costly than the most efficient system.
Another significant advantage of the selected slurry system was that the incorporated stone crusher is located outside the pressurized excavation plenum. It is incorporated on the out-bound slurry line in the free air section of the shield where maintenance and regular cleaning and clearing operations of the crusher can be undertaken in atmospheric conditions rather than having to engage skilled hyperbaric operatives to undertake these operations as compressed-air interventions into the excavation chamber.
In all, during the selection process 174 criteria were examined. The examples above demonstrate that careful analysis and interpretation of all of the data provided by the TBM supplier is required. Further, for a fair and objective comparison, any discrepancies, omissions or ambiguities must be clarified by ongoing open and frank discussion with the potential suppliers. On Contract UG2, all of the potential TBM suppliers willingly responded to any queries and requests for clarifications. In addition they freely offered valuable advice on their experiences gained from supplying machines and slurry systems to projects with similar ground conditions to those found in Bangalore.
After an exhaustive and in depth comparison of the technical features of each supplier’s proposals and after concluding technical and commercial negotiations, an order was placed with Hitachi Zosen Corporation of Japan for the design and supply of India’s first two slurry TBMs, their back up equipment, slurry transportation systems and slurry treatment plants.
The content of this article was presented and published originally in the proceedings of the WTC World Tunnel Congress in Bangkok, Thailand with a paper in the proceedings titled The first large diameter slurry TBM's in India - Selection of the tunnelling system for the Bangalore Metro by R. L. Moncrieff.
|
|
|
|
|
