
TunnelTECH Technical parameters of Seattle's mega EPBM
Dec 2012
Enrique Fernández Gonzales, Dragados, Spain, and Juan Luis Magro, Dragados, USA
The ability to change cutters at atmospheric pressure from within the arms of the huge 17.48m diameter cutterhead is just one of the many innovations applied for the first time to the EPB system supplied by Hitachi Zosen to excavate a 2.7km mega TBM drive through the complex and variable geology under the high-rise city center of Seattle, USA. The Japanese manufacturer was selected from five TBM suppliers that met the demanding technical specifications set by project owner of the project, the Washington State Department of Transportation (WSDOT), and its design-build procurement construction team, Seattle Tunnel Partners, a joint venture of Dragados (Spain) and Tutor Perini (USA). Enrique Fernández Gonzales, head of the Dragados Underground Technical Department, and Juan Luis Magro, TBM and Plant Manager for Dragados, describe the features of the largest TBM ever built and how it will deliver the estimated US$ 1.96 billion double-decked highway tunnel to replace the earthquake-damaged Alaskan Way viaduct and transform the foreshore of the city.
- The SR99 Alaskan Way viaduct replacement tunnel will be constructed in a complex, highly variable geological environment, comprised of a heterogeneous mix of glacial and non-glacial, or inter-glacial, deposits below a high groundwater table. These soils feature clays, silts, sands, gravels, cobbles and boulders along the geotechnical profile. Based on existing geotechnical information, an EPB machine is clearly the best solution to excavate these anticipated granular soils and operate in mixed face conditions.
-

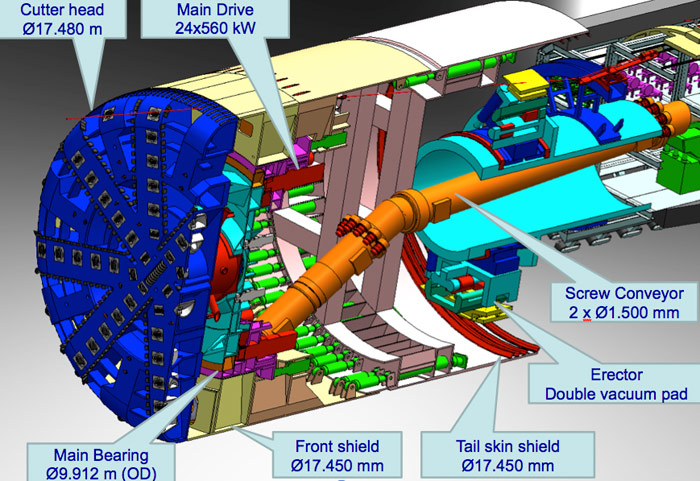
Fig 1. Cross section of Hitachi Zosen TBM
-

Double-deck road design

|
|
||||||||||||||||||||||||||||||||||||
- The annular gap between the o.d. of the ring and the bored tunnel, as well as its backfilling, has been designed specially to mitigate surface settlements. This theoretical behavior has been proved in previous tunnel drives, especially the M-30 highway bypass tunnels in Madrid, Spain where two different 15m diameter EPBMs were used, each with a different annual gap. The subsidence data gathered proved the relevance of the gap in the settlements produced. In the SR99 TBM for Seattle, the gap between the ring o.d. and the excavation will be limited to 200mm in order to minimize ground settlements. In addition the gap between the excavation and the shield will be only 30mm due to the active articulation shield configuration.
-

Cutterhead will be provided with double cutter discs or pre-cutting bits, exchangeable at atmospheric pressure from inside the cutting wheel
- The universal ring, of 600mm thick segments, is selected to ensure that contact between three segments is made always on a T shape and never on a + shape. This is an advantage when considering watertightness and structural strength. In addition it will allow the TBM to negotiate sharp vertical curves if this is needed to respond to unexpected changes in face conditions. This ability has been valuable on past projects.
-
TBM working pressure
In EPB machines, face pressure is permanently supported based on a controlled and continuous flow of excavated and conditioned muck through the screw conveyor, while at the same time maintaining other parameters including the rate of advance and speed of cutterhead rotation. Calculations by in-house geotechnical experts anticipate the maximum face pressure needed to control settlements is 4.3 bar. To comply with the requirement, the EPBM machine has been designed to excavate efficiently with a face pressure as high as 7 bar and up to 10 bar in an emergency mode. The machine is therefore designed to be capable of boring while sustaining a face pressure substantially exceeding a full maximum-expected 5.6 bar hydrostatic pressure (Fig 5).

-
Cutterhead
When excavating with closed-face TBMs, inspection and replacement of cutting tools is a key aspect. Helped by bentonite injection and breathable compressed air, it is possible to create a pressurized air bubble inside the mixing chamber, to enable man entry into the tunnel face to check, change or repair the cutter tools. - For that purpose the TBM has three auxiliary man locks for trained crews and divers, plus two material locks connected to the TBM excavation chamber to allow the gradual transition between atmospheric and working pressure. This provides the necessary means to carry out maintenance works in safety. These hyperbaric interventions are tough operations that cost time. To minimize the need for hyperbaric interventions, the cutterhead arms will be accessible at atmospheric pressure. Double cutter discs or pre-cutting bits, distributed strategically to cover the entire cutterhead surface, will be exchangeable at atmospheric pressure from inside the cutting wheel (Fig 2).
-

Fig 2. Disc cutter exchange system
- To deal with boulders and to protect the machine during the excavation, the cutterhead will be equipped with 17in disc cutters, at maximum 80mm spacings, for a total of 122 disc cutters during double disc mode. Double type disc cutters are considered operationally advantageous. The housings accept both disc cutters or ripper teeth.
- The minimum cutterhead opening ratio will be 37% in order to facilitate a good earth flow into the mixing chamber.
- The ability to replace disc cutters at atmospheric pressure is strongly recommended for a TBM working under high to very high pressure. To facilitate the replacement of any other cutting tool not replaceable under atmospheric conditions, the cutterhead is able to retract from the tunnel face.

-

Fig 3. Hitachi accessible cutterhead design with pre-cutting bits replacement device
-
Excavation chamber
The plenum or excavation chamber of the huge machine is provided with a center agitator to provide efficient earth pressure control, ground homogenization, and to avoid a plug of muck forming at the center of the cutterhead due to the reduced rotational speed. The plenum is provided also with mixing blades. These are hollow to allow injection of conditioning additive through them. This will enable a further reach than injection through bulkhead ports alone.

-

Fig 4. Cutterhead design
-
Torque and thrust
Due to the 17.48m diameter of the machine and in order to limit excessive speed of the external cutting tools, the working rotational speed of the massive one-piece cutterhead has been predicted at between 0.8 rev/min and 1.2 rev/min. It is not intended to operate the TBM at more than 1.8 rev/min. The torque of 147,400kNm has been carefully calculated and verified according to the formula M = ∂ D3 giving an ∂ value of 27.6 within the usual upper limits. - On the other hand, since the TBM has been designed to excavate at 10 bar (1MPa), the minimum thrust requirement can be estimated as 240m2 x 1MPa = 240,000kN.
- Based on the fact that higher thrust is required sometimes to overcome friction troubles, this minimum is requested to be increased by approximately 10% up to 270,000kN, with an exceptional maximal thrust force of 392,000kN. The designed nominal speed is 80mm/min.
- Screw conveyor
- The multi-stage screw conveyor is capable of working under 7 bar pressure with an 80mm/min advance speed. It will be able to cope with high pressures up to 10 bar at moderate TBM advance by opening and closing its multiple guillotine gates. The ribbon screw type is envisaged to handle the presence of boulders during the excavation.

-

Fig 5. Maximum hydrostatic face pressure is estimated at 5.6 bar
-
Segment erector
A robotic erector, planned to work in a semi-automatic mode, is considered the most adequate solution. This erector would also have the possibility of manual operation. - A double vacuum pad system guarantees a ring assembly in less than 30 minutes, as well as increasing the reliability of the system by having redundancy on this crucial element or equipment. A lifting scaffold for ease of bolt installation during ring build is also required.
-
Chamber filter cake
The TBM and back-up is equipped with a high capacity bentonite injection system to be used during hyperbaric interventions into the excavation chamber. The system is able to create a filter cake at the tunnel face in a pressure controlled manner when lowering the muck level in the mixing chamber to allow compressed air interventions for inspection and maintenance. - The system includes bentonite storage tanks, a continuous supply system from the surface and the injection system to the mixing chamber.
-
Backfill grout
The TBM is fitted with a two-component annular grouting system. This grouting system has been proved worldwide to obtain a reduction in absolute ground deformation related to the traditional grouting mortar, mainly based in a very quick setting time and a good workability of the product prior to grout operation. This system allows grouting through the tail skin shield, minimizing substantially the potential for ground settlement. -
Transport of material in and out of the tunnel
Precast concrete segments and most of the utilities and consumables demanded by the production process, such as oils, foam agents, greases and annular mortar if necessary, will be transported to the back of the machine by means of special tunnel vehicles equipped with rubber tires and with two cabins per unit.

-

Muck disposal facilities
- These vehicles are powered by high-efficiency diesel engines, specifically designed for underground operation, and equipped with catalytic mufflers and diesel particle filters (DPFs). These vehicles are specially designed to operate on the curved invert of the tunnel. The rubber-tired configuration provides the safest control, traction and steering flexibility to deal with the ±4% maximum gradient throughout the alignment. Tunnel vehicles will be loaded in the launch pit using a 70 tonne gantry crane on top of the assembly shaft pile walls.
- In addition, temporary systems and some other TBM consumables such as the two-component annual grout and conditioning bentonite will be dry-stored in silos outside the tunnel. These will be mixed in the batch plant and pumped to receiver tanks on the backup of the TBM through redundant slick lines extended during the TBM advance process.

-

Barge facilities at Pier 46
- This approach ensures a sufficient and continuous supply of backfilling products, mitigating the risk of settlement due to a lack of additional backfill if needed, which may occur if the transport of that grout was performed by mixer cars.
-
Muck disposal and removal
Disposal of the muck will be achieved by a complete system of conveyor belts. The conveyor belts and the screw conveyors will have a conveyance capacity of 2,800 tonne/hr/system. The TBM conveyor belt system will be some 1,600mm wide and will run at a speed of 215m/min. It will advance concurrently with the TBM, with its end or tail section attached to the TBM back-up. - A fully covered overland conveyor belt system will convey the muck from the entrance of the tunnel to barges at Pier 46. Sidewalks on both sides of the overland conveyor will be mounted inside the enclosure to allow for easier inspections and maintenance. There will be three transference overland belts and at the pier, a barge stacker and an emergency radial stacker that will place the muck in a stockpile facility if, for whatever reason, there is no barge available to receive the muck.
- Barging the muck by water provides a clear advantage to the vicinity, as well as to the entire city. Without barging, an average of 300 heavy truckloads/day would be necessary to truck the muck out of the jobsite.

-
Fernandez, E.; Magro, J.L.; Sanz, A. 2011. Technical approach on bid preparation to succeed on the Alaskan Way Project, Proceedings of RETC, Vol.1, pp.102-118.
Handover of mega-TBM in Japan - TunnelCast, December 2012
World record EPBM assembled in Japan - TunnelTalk, December 2012
Alaskan Way contract signed - TunnelTalk, January 2011
Best value proposal for Alaskan Way - TunnelTalk, December 2010
Alaskan Way mega-project procurement - TunnelTalk, October 2010
Alaskan Way Construction Management RFQ - TunnelTalk, Procurement
Japanese machine for Alaskan Way mega-drive - TunnelTalk, July 2011
Keeping Seattle safe on Alaskan Way TBM drive - TunnelTalk, February 2012
Alaskan Way bored tunnel alignment - video report - TunnelCast, October 2010
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.