
Accounting for slow progress at Niagara
Jul 2008
Site visit report by Shani Wallis, Editor

-
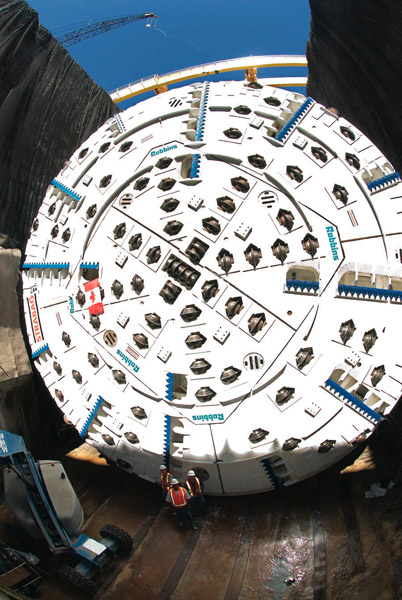
Had things gone to plan, the Niagara water diversion tunnel in Ontario would be more than half way through by now. As it is the 14.4m diameter heading is just more than 2km into the 10km long drive. A visit into the tunnel illustrated exactly how geological conditions are causing havoc.
-

Alignment of the 10km long 14.4m diameter water tunnel
- One 1.9m stroke of the mega 14.4m diameter Robbins TBM should take no more than 40 minutes. In fact it is taking twice as long. The machine is capable of better but a lack of standup time and resulting overbreak is retarding progress. Modifications to the machine backup and its ancillary equipment have been incorporated and there are plans to optimize the tunnel's vertical and horizontal alignment but managers realize that breakthrough will be well beyond the original plan.
- This has major contractual consequences and raises several questions, one being the selection of an open, main beam, gripper TBM and concurrent casting of a second-pass in-situ concrete final lining over a shielded-TBM drive with a one-pass precast concrete segmental lining. TunnelTalk posed the questions during a visit to the project and after a trip into the tunnel to see the root cause of delay.
-
Grand scale
A drive into the heading brings home the mega-scale of this tunnel. At more than 14.4m high and 14.4m wide, the 2.6m vent duct in the crown, the continuous conveyor attached just above springline on the left-hand side and men and equipment in the invert look positively miniature.

-

Approach to the back of the three-storey high TBM tailing backup
- At about 163m2, there is no escaping the upgrade in scale from the more usual 6-12m diameter bored tunnels. All traffic in and out of the tunnel is wheeled, running directly on the wide shallow invert and passing each other by driving onto the low sloping walls. This is ahead of gravel infill passing bays being installed at about 500m intervals as the tunnel advances and concurrent casting of the final invert concrete lining progresses. Approaching the back of the TBM is like coming upon an oil-drilling rig, the lights gleaming in the dark and identifying the various working decks of the backup. It is impossible to take in details of the crown, sidewalls and invert in one shot. Scan of the tunnel confirms that every inch of the surface is covered with a shell of shotcrete to create a smooth circular profile with shadows indicating local irregularities.

-

View back off top deck
- We park high on the invert slope behind a 50m long x 10m wide deck that advances with the TBM to allow for easy turning of service vehicles for the journey back out. A walk across the turning deck and intervening invert reaches the back end of the trailing gantries and a chance to climb to the top deck where the perspective takes another boggling turn. From here, at almost eye-level with the enormous flexiduct ventilation bag, the view is down to the vehicles some 14m below and the trundling conveyor belt slung between its anchor chains attached to the crown and shoulder of the diameter.
- From this distance, still some 130m from the face, there is no evidence of the huge cutterhead turning at up to 3.25rev/min against the rock face and there are few workers to be seen. Each TBM shift comprises a crew of 20 so they are here but on this huge machine not readily spotted. The walk forward passes backup equipment in the luxury of ample space, with ladders and stairways rising and disappearing between decks and around the full sized container modified and fitted out to provide a minimum three days survival for the full crew should they need refuge for any reason.

- Everything wears a film of fine red dust, evidence of high oxidation of the hosting Queenston Shale mudstone. Continuing the walk, past large openings in the first, second and third decks through which supplies are lifted to the different levels, and banks of transformers, electronics, power packs, brings us to the operator's cabin. We are now about 20m from the face but still no evidence or view of the sharp end.
- Here we meet Tommy Day, one of three operators trained to control this monster machine. When asked how it compares with operating other TBMs Tommy replies: "I don't know. This is the first machine I've ever worked on." That is truly starting at the top.
-

Crown conditions 1
-
Crumbling crown
Forward of the operator's cabin we come face to face with the center of activity, about 7m behind the rotating cutterhead and tunnel face. Discussions in the office beforehand could not prepare anyone for the reality of working in this tunnel. The hive of activity has little to do with TBM advance and everything to do with lining and support. It also explained why Tommy had nothing to do for the 35-40 minutes of our visit in the operator's cabin. - Just as the invert is notably wide and shallow, the crown of this mega-tunnel is wide and almost flat, which causes considerable trouble. Several sedimentary layers are cut through at the shoulders and even the thinnest of these hosts a wide arc of the 14.4m diameter cutterhead. This causes the weak sedimentary layers to want to break back to rock of greater confining strength. The TBM is making at least one stop through a stroke to allow for some serious scaling to induce weak rock to fall and for workers to deal with the broken rock that collects on the finger shield.

- What looked like competent self-supporting rock was coming away with the touch of the drill steel. Hand scaling was bringing rock down from off the finger hood, the length of which has been shortened by 2ft to provide earlier access to the exposed crown and allow rock to fall through the gap between the back of the cutterhead and the leading edge of the platform to the invert below. There, gangs spend the shift loading the rock onto a feeder to the main muck-hauling conveyor.
- This is vital to the safety of the workers. Before comprehensive scaling became part of the excavation cycle, a massive block of rock weighing some 30 tonne fell out of the crown and came to rest on the railings of the working deck. It took several shifts to consider a plan for safe breakup and removal of the block. Scaling of the crown with the boom of the rockbolting drill rig as well as with hand held spiling bars became part of the routine.
-

Crown conditions 2
- In zones of weakest rock, project contractor Strabag and its design-build engineer ILF, introduced cycles of grouted pipe spiling to presupport the crown. Grouted spiles of 9m long and on 4.5m overlaps created the strengthened layer to limit overbreak and ensure crown stability.
- As rock strengths improve, spiling ends, but a zone of persistent overbreak to as deep as 2m forms in the left haunch of the profile. This is due most likely to the rotation of the giant rock cutterhead. Erich Kapeller, Senior Construction Manager for Strabag, explains: "In production the cutterhead rotates clockwise and removes loose rock as the head pulls up towards the crown leaving larger voids at the haunch."

- Weakness is manifest predominantly in the crown and not seriously through the invert slopes or through the gripper zones of the sidewalls where conditions remain reasonably competent. The Queenston Shale is dense with an RMR (rock mass rating) of up to 70 but unconfined compressive strengths are soft at between 19-45MPa. The maximum 21,694kN thrust of the giant machine is unlikely to be needed with 60% of that being applied on average.
- Once scaling establishes a sound base and immediate support of rock bolts, channels wire mesh and shotcrete is installed at the front work station, every part of the exposed tunnel is covered with its minimum 130mm thick layer of wet mix shotcrete from the main shotcreting station on the backup. That's walls, crown and invert. The shotcrete shell is a vital primary lining element of Strabag's design-build alternative to protect the Queenston Shale from its known behavior of swelling in contact with water and moisture. The 24h/day, 7-day working week comprises two 10h boring and support production shifts/day and 4h maintenance shift every morning.
-

Shotcreting the invert

Shotcrete robot stations on Rowa-designed backup
-
Geological influences
Rock behavior is influenced also by the steep 8% decline of the tunnel over its first 1,400m to pass under a deep buried gorge. On this steep decline the heading cut at oblique angles through the predominantly horizontal bedding of the sedimentary bedrock layers. This caused instability in the crown through several reaches and ground water inflows from different layers. A sump at the lowest point of the tunnel ahead of the more gentle 0.1% incline for the next 8.5-9km of the drive toward the intake structure in the Niagara River, just above the famous Niagara Falls, is fitted with a 4,000gal/min pumping capacity. - Once into the uphill alignment the crown stays for some distance in each band of the horizontal bedded layers exacerbating the stress relief spalling in the crown.
- Rock quality is also influenced geologically by the gouging of the deep buried gorge and historically more recently by drill+blast excavation in the 1950s and 1960s of two existing tunnels that deliver water to the Sir Adam Beck hydropower complex, the capacity of which is being increased by the new feeder tunnel. The new tunnel passes about 35m beneath what is believed to be the bottom of the buried gorge, creating the alignment's lowest point at 150m below ground surface, and is 40m to 60m below and between the two existing tunnels that are up to 90m below the surface and about 80m apart.
- The original timeline for tunnel excavation was 28 months. It is now 22 months since the TBM began boring in September 2006 and it has completed 2,140m of the 10km long drive. Conditions were expected to improve the tunnel progressed passed the buried gorge but they remain unchanged. The design-build contract carries a heavy penalty for delayed delivery of water to the power station, and an open main-beam TBM


-

Longitudinal section of the geological conditions along the alignment
- and a second pass final lining as well as the shielded TBM and one-pass precast concrete segmental lining was considered also by the owner's project engineers led by Hatch Mott MacDonald. A precast segmental lining behind a shielded machine might solve the immediate problems of instability in the crown but the tunnel must sustain an internal pressure of 200+ psi or 14 bar through its specified 90-year design life. This requires the tunnel to be in direct contact with sound, competent rock.
- The advantage of the open gripper TBM is that the rock can been seen. Weak rock in the crown is removed and the pre-stressed final lining will be in contact with sound rock. The open method, it is argued, can guarantee no voids behind the shotcrete primary lining or behind the secondary in-situ final lining.
- A full round waterproofing membrane will be applied to the primary shotcrete-lined tunnel and a program of high pressure interface grouting injected at up to 20 bar through grout hose rings installed between the initial lining and membrane will pre-stress the lining and place the entire structure under a state of compression. Concurrent final lining is postponed again to October 2008 for start of the invert operation with the arch operation planned to at a 400m distance.

-

Loading scaled material from the invert underneath the TBM
- Conditions as encountered are said to be far more problematic than envisaged and major modification of the TBM's work area has been necessary. The L1 work area immediately behind the cutterhead has been redesigned to accommodate the spiling cycles and to allow for the scaling needs. As well as cutting the finger hood back by 2ft, the wire mesh erector and the ring beam erector have been removed. Two cherry pickers on the top deck provide raised access to the crown. Underneath the TBM, extra mini excavators in the invert work loading the scaled debris onto a Haggloader type feeder to the tunnel's main haulage conveyor.
- In the 2,140m of tunnel completed to June 2, 92 umbrellas or cycles of grouted pipe spiling had been installed in different sections. Steel ribs were installed in short sections at the start of the drive but have not been used since introducing spiling. "In these conditions, it is crown support we need and not just at intervals but in the longitudinal umbrella-type application," said Kapeller. "Grouted pipe spiling using 25, 9m long x 2in diameter spiles at 40cm centers across the crown and on 4.5m overlaps, provides that presupport."

-

Immediate support in the crown of the wide 14.4m diameter crown
- Immediate support comprises rockbolts, wire mesh, steel channels and flash coast shotcrete ahead of the primary shotcrete lining. Swellex bolts are said to be best suited to the conditions and "we are using 4m and 6m long bolts in different arrays". In addition, 3m long Swellex bolts are installed in the crown to anchor the continuous conveyor, the ventilation duct, and the monorail crane attached to the crown over the full length of the trailing backup and advanced in sections from the back to the front.
-
Alignment modification
A possible method of improving progress and mitigating delay is alteration of the tunnel alignment. Since the TunnelTalk visit in late December, the TBM has advanced a further 400m but conditions remain unchanged. The details are yet to be confirmed but the alignment is to be changed, to rise more quickly into a band of competent rock encountered at a higher level on the decline. To do this, the alignment will first move horizontally away from between the two existing tunnels and to the inside, closer to the Niagara River. This will be achieved over the coming reaches of the drive and will allow the vertical alignment to rise when determined. Once committed to elevating the vertical alignment there can be no going back. The gravity fed tunnel operates as a siphon under the buried gorge and into the supply channel on the surface to feed the power station penstocks. An added advantage of the intended alignment change is a slight shortening of the drive, which is in the benefit column of the move. Permits to authorize the changes are in the applications process. - While discussions continue on how best to proceed, the feeling is that all involved are committed to staying the course. That the TBM will get through, the tunnel will get finished, that Strabag will complete and hand over a finished, fit for purpose, specification and performance criteria compliant facility. Just how the alignment changes will affect excavation and how the substantial delay affects Strabag's contract with OPG are topics for follow up articles. In the meantime, the project is the subject of a presentation at the NAT conference next week in San Francisco on Tuesday morning, June 10, 8.30am, Track IV - Design and construction of the bored two-pass Niagara Water Diversion Tunnel.


