Brightwater mobilization
Sep 2007
Shani Wallis, Editor
-
All three contracts for the Brightwater conveyance tunnel north of Seattle are let and the contractors have mobilized. TunnelTalk compiled this first site visit report.
-

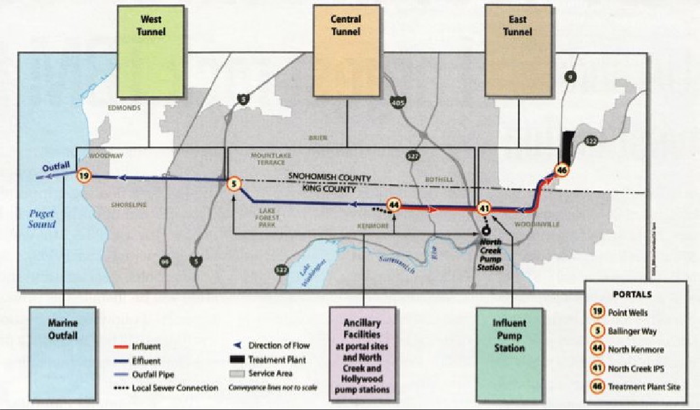
Fig 1. Plan of the Brightwater tunnel contracts
- Four soft ground TBMs are heading to Puget Sound to complete the 13-mile (21km) of 13-17ft (4-5m) i.d. conveyance tunnel for the Brightwater Project north of Lake Washington. Two Lovat EPBMs and two Herrenknecht slurry Mixshields will drive through complex waterbearing glacial geology at 40-475ft (12-144m) below ground level and with potential working pressures of more than 7 bar.
- In late July when TunnelTalk visited the sites, all three contracts were working on shaft constructions ahead of TBM assemblies and launch and were completing or mobilizing microtunnel connectors, two of which will convey flow from existing sewerage networks to the tunnel facility. When completed, flow will be diverted via the new conveyance tunnel to King County’s new Brightwater treatment facility, which is also currently under construction for completion in 2011.
- Contract documents for the conveyance system were prepared for the County’s Wastewater Treatment Division of the Department of Natural Resources and Parks by the project’s tunnel designer Montgomery Watson Harza/Jacobs Associates (MWH/JA) and geotechnical engineer Camp Dresser McKee (CDM). These documents, including a GBR and GDR, specified pressurized TBM excavation for all three contracts, giving the contractor the choice of EPB or slurry systems for the East and West Tunnel Contracts and specifying slurry excavation for the Central Contract. Both the East and West Tunnel contractors selected EPB excavation but the GBRs of the West and Central Contracts predict conditions that will test the limits of both methods. The West Tunnel GBR baseline predicted pressures of up to 5 bar, the design pressure of the TBM, while the Central drives pass through reaches of high clay content. To better cope with the complex geology, MWH/JA specified a set of strict project requirements, and the contractors and their machine manufacturers have designed in additional control features.
| Contract | Main components | Contractor | Award price | NTP | TBMs | Contract period | End Date |
| East Tunnel | 14,050ft x 16ft 8in i.d. tunnel
(4.3km x 5m i.d.) 2,439ft of 72in microtunnel (743mm x 1.8m) Three main shafts + two micro shafts |
Kenny/Shea/ Traylor JV | $130.85 million | Jan 2006 | Lovat EPB | 1400 days | Nov 2009 |
| Central Tunnel | 31,700m x 14ft 4in i.d. tunnel
(9.6km x 4.4m i.d.) 1,600ft x 60in microtunnel (487m x 1.5m) Two shafts + one micro shaft |
Vinci/ Parsons RCI/ Frontier-Kemper JV |
$211 million | Aug 2006 | Herrenknecht - two slurry Mixshields |
1540 days | Nov 2010 |
| West Tunnel | 21,100ft long x 13ft i.d.
(6.4km x 4m i.d.) 500ft of 84in microtunnel (152m x 2m) One working shaft and one micro shaft | Jay Dee/ Coluccio/ Taisei JV |
$102.5 million | Feb 2007 | Lovat EPB | 1490 days | March 2011 |
-

North Creek working site on the
East TunnelContract -
East Tunnel
The first TBM on site for the project is a new Lovat EPBM delivered by truck from Lovat’s factory in Toronto to the Kenny/Shea/Traylor JV for the East Tunnel contract. The machine will launch from the 74ft deep x 80ft i.d. (22.5m x 24m) influent structure shaft at the North Creek working site to complete a single 14,050ft (4.28km) long x 19ft 3in (5.9m) o.d. heading to the contract’s 40ft deep reception shaft at the new treatment plant site. The TBM is designed to operate at 5 bar pressure in anticipation of meeting maximum working pressures of 3.5 bar. - “The system has a double screw of 70ft long, each section with its own independent peripheral drive and guillotine door”, explained Ted Budd, Project Manager for the JV and Tunneling Director of Kenny Construction. “The two independently driven screws are both reversible and have variable speed. The two guillotine doors allow shuttling of muck from one screw chamber to the next for maximum discharge control if necessary and will allow back-fill of the plenum with material from the screws after interventions and manipulation of pressures in the system for controlled discharge into the trains of muck skips during normal mining conditions.”
- The cutterhead is dressed with soft ground rippers and grizzly bars to prevent larger boulders entering the excavation chamber. The glacial soils of all three contracts are determined to be highly abrasive. To manage wear, all three contracts specify bid-item inspection stops at varying intervals. On the East Tunnel these are required at 500ft (152m). The contract also specifies two, permanent three-man, dual-chamber airlocks, and a materials lock on the bulkhead of the East Tunnel TBM. “Three-man intervention shifts are expected to be completed under air pressures of up to 45-46psi”, said Budd. “We have backup generators and compressors on site and also an on-site medical lock.”
- As well as modifying the soil for controlled excavation through the EPB system, the TBM’s foam ground conditioning system will provide lubrication and reduce effects of the abrasive nature on the wear surfaces. Surfactant materials will be transported to the generating system on the TBM’s backup for injection through ports on the cutterhead, in the plenum bulkhead, and into the double screw conveyor.

-

Wet core excavation of the twin-celled pump station shaft
- During a tour of the site, Budd explained that he is not convinced of the need for such frequent inspection stops nor the specification for through-the-tail-skin filling of the tail void. “Interventions are better dictated by operating data in my view. Our experience has shown that one of the greatest causes of downtime in a mining cycle has been plugging of grout line while grouting through the tailskin. In addition, to accommodate tailskin grout pipes, the overcut beyond the extrados of the lining is larger, creating more disturbed space into which the ground can consolidate and requiring a significant percentage more grout over the length of the tunnel. The greatest cause of settlement is the exposure of the larger overcut along the TBM until it can be grouted beyond the tailseal brushes.” He explained that filling the annulus through grout holes in the segments “can achieve the same immediate annulus fill, concurrent with TBM advance, with the same advance-grouting interlock and without the downtime for frequent cleaning of clogged tail-skin injection pipes”.
- “To overcome the potential downtime issue, the contracts specify pairs of injection pipes - one in operation and another spare to take over the task and allow plugged lines to be cleaned or replaced during routine maintenance”, explained Leon Maday, the Country’s Project Representative on site. “Also, since there is little stand-up time in the soft ground conditions on most of the project’s tunnel drives, the void left from the TBM overcut is irregular with the tailskin grouting filling that void.”
- Sand and fine limestone-based grout with low cement content will be batched on the surface for the East Tunnel drive and transported in grout cars to grout pumps on the TBM backup.
- Components of the machine started arriving on site in late July and assembly was programmed for a launch from the bottom of the influent structure shaft by the end of September. “The trickiest part of the drive will be the start”, said Birsen Zeyrek, Construction Management Resident Engineer on the East Tunnel for CH2M Hill, a subconsultant to prime CM consultant Jacobs Engineering. “The machine launches into a 1,000ft radius curve and into the most difficult of the drive’s ground conditions. From cohesionless sandy soils with a water table to within 4-5ft of the surface the machine moves into a mixed face of sands in the bottom and sensitive organics in the crown. Controlled excavation to avoid surface settlement of the paved roadway above will be required.”
- Both shafts at the North Creek site - the influent structure shaft and the twin-celled 83ft deep x 84ft i.d. (25m x 25m) influent pumping station shaft - were supported with slurry diaphragm walls and were designed to be excavated in the wet. Subcontractor Bencor installed the diaphragm wall panels to about 130ft (40m) for 80ft deep core excavation on the smaller influent structure shaft and 160ft (48m) for the 85ft deep influent pumping station shaft. The smaller diameter influent structure shaft progress without incident but a leak occurred between the panels of the twin-celled pumping station shaft and because there could be no draw down of the water table in the organics, the shaft was filled with water and excavated in the wet using a clamshell hoist. A concrete base slab will be tremied into place before pumping it dry.
- The twin-cell pumping station shaft was selected by MHW/JA and the County for ease of installation, acceptance by the County and architect providing the above grade portion of the pumping station was rectangular, and better stability of the diaphragm walls for junction of a two large 12ft (3.6m) i.d. connector tunnels between the pumping station and the influent structure.
- As well as breakthrough of the microtunnel connector and launch of the main tunnel drive to the treatment plant, the influent structure shaft will accommodate eventual breakthrough of the Central Contract’s east drive and the two short 12ft i.d. connector headings to the adjacent influent pumping station shaft. These two short 35ft (10.5m) long headings will be excavated by hand in ground modified with jet grouting.
- Excavation of the 2,450ft, 72in diameter microtunnel connector (747m x 1.8m) on the East Tunnel contract is being completed in three drives by subcontractor Northwest Boring using a Soltau slurry microtunneling system. The first 900ft long drive from the influent structure shaft was complete when TunnelTalk was on site and the two remaining drives of 1,100ft and 300ft long will be completed from a second caisson shaft by October.
- “Once the TBM is fully launched, with the backup installed and the shaft set up for full production, we will operate the machine on two 10h shifts/day, six days a week and expect to finish excavation by October 2008”, said Budd. On completion of excavation, the tunnel will be fitted as required by the contract with four steel carrier pipes – a 48in and 66in effluent pipe, a 84in effluent pipe and a 27in reclaimed water pipe - backfilled with cellular concrete. Contract completion is set for November 2009.
-
Slurry set-up
The two Mixshields to be used by the Vinci/Parsons RCI/Frontier-Kemper JV on the Central Tunnel contract will advance in opposite directions from the 55ft i.d. x 90ft deep (16.8m x 27.5m) North Kenmore shaft. One of the machines procured for the job is a new 17.4ft (5.3m) diameter machine manufactured at Herrenknecht’s Schwanau factory in Germany and the second is the 17.4ft (5.3m) diameter Mixshield first used new by Impregilo/SA Healy JV on the West CSO project in Portland and refurbished to almost new by the Herrenknecht USA facility in Tacoma. At 31,700ft (9.7km), Central is the longest of the contracts and two concurrent slurry TBM drives were specified to complete excavation within the 1,540 day contract period.

-

The Central Contract's Mixshield slurry TBM

North Kenmore construction site
for the Central Tunnel Contract - “Within 11 months of our notice to proceed in late August 2006 we will have the first machine launched and will be into full production with both by April 2008 after launch a advance by 400ft of the second machine”, said Lionel Suquet, the Project Manager for lead partner Vinci.
- The refurbished machine arrived first in early August for launch into the 11,600ft (3.5km) east drive to the influent structure shaft at North Creek. The second machine for the 20,100ft (6.2km) west drive to the Ballinger Way shaft arrives from Germany in November. After progressing the first machine via umbilical lines for about 400ft, the backup trailers will be installed as a single operation. The machine will then wait while the second machine is fully launched via the same process and both will then advance for another 300ft and stop while the working shaft is reconfigured for full production.
- The North Kenmore working shaft was a dry excavation within diaphragm walls installed by subcontractor Nicholson Soletanche with dewatering to depressurize a deep aquifer. By contrast, the 205ft deep x 21ft i.d. Ballinger Way shaft (62.5m x 6.5m) is a ground freezing operation through zones of clays, cohesionless sand and gravel installed by subcontractor Moretrench. The Ballinger Way site was only just mobilizing when TunnelTalk was on site in late July.
- The variable, mixed face conditions anticipated on the Central Tunnel drives were illustrated by the different soils encountered on the contract’s two microtunnel connector drives.
- The 1,580ft long (482m) microtunnel operation was subcontracted to JD Fowler and two drives were progressed from a central jacking shaft using a Soltau slurry micro machine. On the first 740ft (226m) drive, a week of slow progress and high jacking pressures required the sinking of an intervention shaft to inspect and clean the excavation system of heavy clogging soil. Fortunately the machine was under open public land with available access.


-

Microtunnelling on the Central Contract
- The micro machine was into the second 840ft (256m) micro drive toward the North Kenmore shaft when TunnelTalk was on site. Hole through of the microtunnel was necessary before full assembly of the first Mixshield at the bottom of the same shaft. With delivery of the first machine expected the following week, progress through another reach of overcolidated glacial till was being monitored closely. “The microtunnel experience through the wide range of material has provided an idea of what to expect on the larger diameter slurry Mixshield tunnels”, said Suquet.
- The micro machine holed through on August 17. The slurry machine had arrived by then and the shield components were being assembled in the shaft at the time but attachment of the first three of nine gantries needed for launch had to wait until the micro machine was withdrawn.
- All types of ground “from alluvium, silt and sand, to gravel and clay, all under pressures of up to 7.3 bar, are to be expected”, said Ed Shorey, Assistant Resident Engineer on the Central contract for construction management sub-constultant CH2M Hill. “There is no hard rock at all however boulders are anticipated. The micro drives encountered fewer boulders than anticipated in the GBR and only one of notable size was unearthed during excavation of the North Kenmore shaft.”
- The cutterheads of the two Mixshields are dressed with both disc cutters and ripper teeth and both also have a jaw stone crusher in the plenum at the mouth of the slurry intake pipe. Two separation plants, one for each TBM, are assembled as one installation and the slurry lines from each TBM are linked to both, allowing the longer west TBM drive, for example, to continue during maintenance of either separation plant. The plants are supplied by MPC/Derrick and in addition to shaker and drum screens, they have banks of hydrocyclones and secondary treatment centrifuges.
- The Mixshields have through-the-tailskin tail void grouting as specified and for the JV this was not an issue. “Tailskin grouting has been the norm for soft-ground TBM operations for Vinci for at least 10 years”, said Suquet. “The key is to develop an inert grout with low cement content and a mix of fines with the sand that will provide enough cohesion to fill the void effectively but enough fluidity to avoid pumping blockages. It is a much cleaner process and we are completely convinced that we will have no problem with the technique.”
- Interventions for tool inspections are also specified on the Central Contract and a total 67 inspections are programmed across both drives.
- Once into full production, the TBMs will operate on a three 8h shift/day pattern, five days/week. About 100 rings can be stored at the North Kenmore site and a program rate of 50-60ft (15-18m)/day/machine is expected.

-

West Tunnel Contract
pipe-ramming under the rail tracks -
Seaside setting
At the downstream end, the Jay Dee/Coluccio/Taisei JV was given notice to proceed with the West Tunnel contract in February 2007 and mobilization at the Point Wells site on Puget Sound was underway when TunnelTalk visited in July. Shoring of the rectangular 40ft wide x 180 ft long x 28ft deep working shaft was being set out and JV partner Coluccio was using its new Soilmec auger dilling machine to prepare the ground for installing the shaft’s sheet-pile wall and for jet grouting the foundation of the box ahead of its excavation and base slab casting. - It is from the sheet-piled shaft that the JV will launch its new 15ft 5in (4.7m) diameter Lovat EPBM to progress 21,100ft (6.4km) east to the Ballinger Way shaft. The West Tunnel contract also specifies tail void grouting through the tail skin and like Ted Budd on the East Tunnel contract, Greg Hauser, Project Manager for JV lead partner Jay Dee, is not convinced of achieving better performance with tail-skin grouting. “Jay Dee grouted the annulus through the segments on the BWARI sewer job in Columbus and achieved excellent results without the problems of downtime to clean out blocked lines”, he said. “Tail-skin grouting though is specified here and that’s what we will do.” A low-cement one-part grout with sand, flyash, and bentonite will be batched on the surface and carried into the grouting station on the TBM backup as will materials for the soil conditioning system.
- The JV’s new Lovat EPBM is due on site by March 2008 and to be launched in April. In the meantime, as well as sinking the working shaft, JV partner Coluccio was mobilizing two short 24in (600mm) parallel pipe-ramming underpasses of the area’s rail tracks to provide a conduit for temporary and permanent utilities and other service lines onto the job site and was preparing to complete 500ft of 84in (2m) diameter microtunneling from the working shaft to a reception shaft on the beach as a link to the project’s marine outfall pipeline.
- The outfall is to be completed as a design+build contract. Four proposals have been received and the County expects to award the contract in September.
- “Once into full production, we will operate our machine on two 10h shifts/day, five days/week”, said Hauser. “You’re welcome to visit again any time.”
- Brightwater is another major tunneling project for the North American industry and TunnelTalk will be back to bring further site visit reports.

-

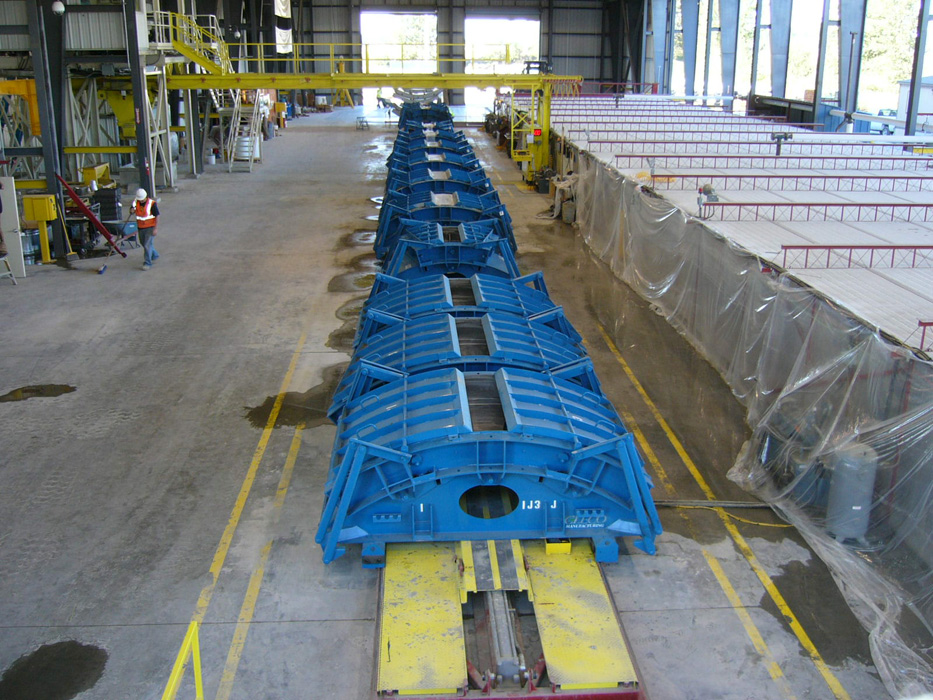
Segment production in Tacoma
- Segmental lining
- Precast concrete segments for all three Brightwater tunnel contracts are being produced and supplied by CSI-Hanson at a custom built facility at an existing Hanson concrete works in Tacoma about 45 miles south of the project sites.
- Linings of three different diameters, of universal or conventional build and of different design criteria are being produced, each to the same configuration. All are manufactured with steel-fiber reinforced concrete only – no rebar cages at all – and are six segment, bolted, dowelled and gasketed rings of 5ft long and 10-13in thick (1.5m x 250-325mm). The linings are designed by Hatch Mott MacDonald and CSI segment lining consultants John Hart and Len Worden are directing the concrete production and casting operations.
- The production lines at the Tacoma factory are set up to cast a peak capacity of 216 segments/day or 36 rings/day for all three contracts using on a carousel system integrating a steam curing facility. The segments are cast in molds supplied by Cleco of New Hampshire and are constructed with dowels and bolts from Sofrasar and Press Seal and are sealed with EPDM gaskets supplied by Phoenix and Datwyler. Bekeart Dramix and fiber from SIKA are the selected suppliers.
-

Segment production in Tacoma
- The contracts specify proof grounting and the segments of the West and East Contract’s have holes for mechanical lifting by the Lovat TBMs. The segments for the East Contract have one-way valve grout holes all the way through for lifting and proof grouting; the West Tunnel segments have blind grout holes for lifting that can be drilled through for proof grouting; and on the Central Tunnel, lifting is via a vacuum segment erector and there are no grout holes in the segments.
- The first TBM launched, a Lovat EPBM for the Kenny/Shea/Traylor JV's East Tunnel contract, is 5,400ft (1,645m) into its single 14,050ft (4.28km) long x 19ft 3in (5.9m) o.d. heading.