
McConnell Dowell securing hard-won and award winning successes in New Zealand and Australia
Mar 2009
Shani Wallis, Editor
-
In the last of a series of site visit articles to McConnell Dowell projects we report on the current status of the Bogong hydropower project in Victoria, Australia. TBM excavation of the headrace tunnel and drill+blast work at the power station end is progressing towards an earlier than programmed completion. The project is supported by a legacy established back in the mid-1990s when the company achieved record setting rates on a TBM drive through the Blue Mountains near Sydney - records that still stand today. Together with the Bogong project, the company is completing the Hobson Bay sewer tunnel project in Auckland, New Zealand; recently launched an EPBM for the Rosedale undersea effluent outfall also in Auckland; and achieved industry recognition for its access tunnel and development works contract at the new Pike River coal mine on the west coast of New Zealand’s South Inland. These new projects are each contributing to the company’s expanding portfolio of experience and to establishing its reputation as a principle tunnelling contractor in the Pacific Rim region.
Programme challenges at Bogong
Mar 2009
- Despite meeting harder rock than anticipated and suffering a set of mechanical breakdowns, TBM advance of the 6.5km long headrace tunnel for the new Bogong hydroelectric project in Victoria is set to be completed by McConnell Dowell to meet the 30 June, 2009 water-ready date (WRD). “We have about 600m to go before we intersect with the location of the raisebore for the upstream dropshaft,” said David Logan, Director of the company’s Tunnel & Underground division when TunnelTalk made contact early this week (16 March 2009). “We have just come through a bad section of rock and have another ahead of us, but we still expect to have this and the raisebore finished in time to meet the WRD.”
- “We should have been closing in on the headpond dropshaft location by mid-February,” said Paul Thomas, Project Manager for McConnell Dowell on site. “That would have given us time to strip out the continuous conveyor - which is no small job over 6.5km - and set up for the 114m deep x 5m o.d. dropshaft raisebore for the final element of excavation. To mitigate the delays on the drive we have revised our original plans to still meet the RFW date to start commissioning of the installed turbines.”
-

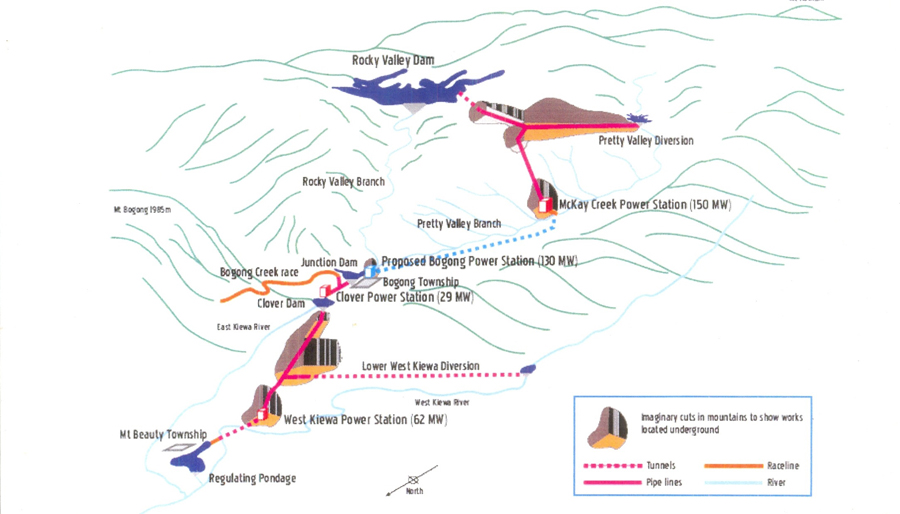
Fig 1. Main elements of the contract
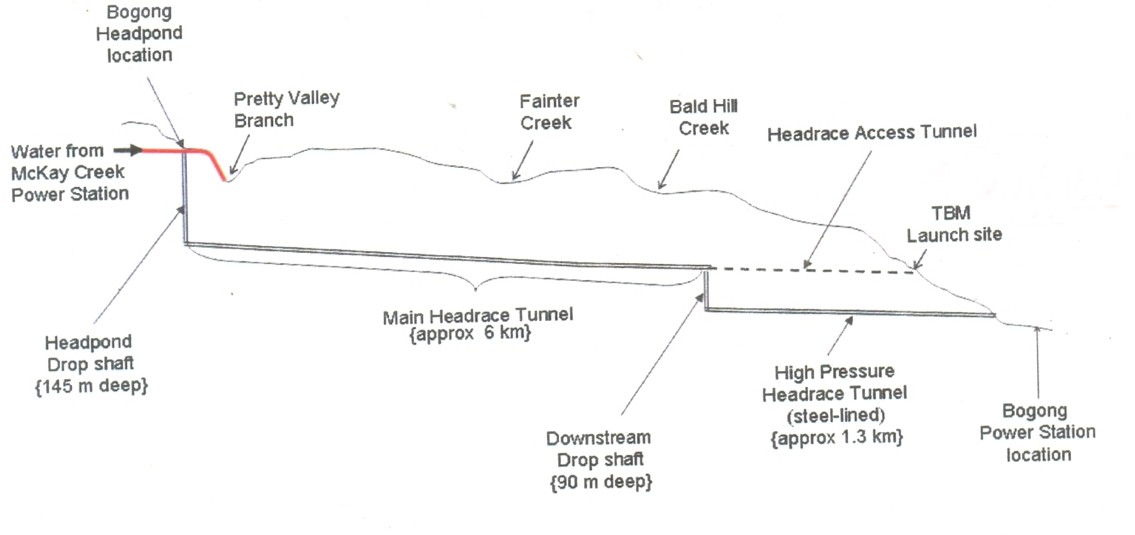
- McDonnell Dowell with its contract designer Halcrow, competed for the design-build contract and was awarded the 39 month project to December 2009 in September 2006. As well as the 5m o.d. x 6.5km long main headrace TBM tunnel and its 114m x 5m o.d. raisebore drop shaft from the Bogong headpond, the A$158 million project includes a 92m deep x 4.6m o.d. downstream drop shaft raisebore, a 1.3m long, 4m x 4m high pressure drill+blast headrace tunnel under the project’s maximum cover of 500m, a partially underground powerhouse to accommodate twin 70MW turbines, and a short 100m cut-and-cover tailrace into Lake Guy (Fig 1).
-

Fig 2. Schematic of the installation
- The 140MW installation for producer AGL Southern Hydro, is an ultra-fast peak period scheme designed to take advantage of the trailrace flow from the upstream 150MW McKay Creek installation and the hydraulic head from the Bogong headpond to Lake Guy below to generate some 94,000MWh of emission-free renewable electricity per year (Fig 2).
-
AGL adopted a design-build procurement strategy for the civil works to have the facility in operation as quickly as possible. McConnell Dowell teamed with Halcrow to design the permanent and temporary works, and beat stiff competition to win the contract.
- “The critical element on the project was excavation of the long deadend headrace tunnel and subsequent excavation of the deep headpond raisebore, once access to its base was achieved,” explained David Logan, General Manager for McConnell Dowell. “The contract’s GBR predicted competent rock of 145MPa average strength and a Q value of 10, which suited the application of a TBM over the 6.5km length. Drill+blast with some roadheader excavation using a Mitsui S100 machine through softer rock, was economical and appropriate for the shorter 1.3km long high pressure headrace below.”
-

Unlined TBM headrace tunnel
- The construction team mobilized to the site high in the gentle peaks of the Snowy Mountains in north-eastern Victoria, near the town of Mount Beauty, in October 2006 and procured a used Robbins TBM for the main headrace tunnel. The 5m-diameter main-beam gripper machine had completed two previous projects in Europe, the last one for a water tunnel in Lugano, Switzerland. McConnell Dowell had the machine refurbished by Herrenknecht in Germany before it was shipped to Melbourne for the journey to site. In the refurbishment contract McConnell Dowell required a new main bearing, a new cutterhead, new motors and gearboxes, with a refurbished bullring and overhauled hydraulics and electric systems.
- The machine arrived on site, on schedule, during June/July 2007 and was assembled ready for a launch by September 2007. The 812m long access to the main headrace tunnel was excavated 80m by roadheader and a further

-

Main headrace tunnel project
- 50-60m of drill+blast until the TBM was ready to walk in and continue into the main headrace drive. Behind the machine, the contractor installed a continuous conveyor system procured from Herrenknecht-subsidiary H+E. The 650mm wide belt travels at 168m/min for a haul rating of 275 tonne/h; more than ample to keep pace with the anticipated 1.3m/h TBM advance average and the steady double that needed to maintain the average.
-
Strong rock
Initially the TBM performed well but it was soon evident that the old ‘lady’ had met a match in the hard granodolerite. GBR predictions that 70% of the drive through the dominant granodiorite would be between 110MPa and 180MPa appears to have been well surpassed. - “The TBM is fitted with 17in cutters and we were anticipating advance of 535m/month working two 10h shifts with a 4h maintenance shift/day for 6 nights and 5 days/week,” said Logan. “In the harder rock progress is down to an average of not more than 385m/month with the machine taking up to 2.5 hours instead of about 40 minutes to cut a 1.8m stroke.”
- In addition to harder strengths than predicted, the rock is also blockier than anticipated. Rock support through the 6.5km long TBM drive was expected to comprise mostly systematic Class MHT2 support of two 2.4m long grouted bolts on 1.8m-2.4m centers and mesh as required. In fact most of the drive is in Class MHT3 requiring five 2.4m long bolts.
-

Rockbolting through the finger hood
- plus spot bolts where required across the crown of each 1.8m stroke. In both cases the primary support is followed up with 50-100mm of steel fibre shotcrete to cover the bolts and mesh in the otherwise unlined main headrace tunnel.
- “The steel fibre shotcrete is mainly to cover and provide durability to the rockbolts,” explained Thomas. Bolting and mesh is installed off the TBM with shotcrete applied as a follow-up operation using a rail-bound shotcreting robot manufactured by Jacon. Water ingress has not been a feature of the works and any water through faults has generally subsided. When running well and in reaches of medium strength rock, progress has been good with the TBM delivering a best of 30m in a 10h/shift, a best week of 220m, and a best month’s advance of 662.66m in July 2008. Mechanical issues however, have been a major challenge.
- Mechanical delays

“The first significant breakdown occurred in late October 2007 and resulted in the TBM being down until late January 2008. This was caused mainly by an apparent disengagement of the gearbox pinions to the bullgear,” explained Thomas. “This resulted in damage to the bullgear and other pinions.” Herrenknecht personnel arrived on site soon after the failure to assist with removal and repair or replacement of gearbox and motors and repair of the bullgear. "There was quite a lot of discussion and deliberation in terms of sourcing shafts and pinions as well as in-situ testing and acceptance of components," said Thomas, "and this resulted in mining recommencing in late January 2008."
-

Rail bound Jacon shotcreting machine
- The second significant period of mechanical downtime occurred in August 2008 and caused by failure of a gearbox bearing. “This was totally unexpected from the fitted refurbished gearboxes, which had incidently been fitted with new bearings in July 2008 after excessive axial movement was observed on the gearbox shafts,” said Thomas. “With Herrenknecht in agreement, this resulted in new shafts and pinions being fitted to all the grearboxes.”
- The machine was up and running again from early September and by mid-November had added a further 1,4342m of tunnel for a total of 5,480m into the 6.5km drive.
- During TBM downtime other critical works on the project continued, including downstream dropshaft lining, drill+blast for the tunnel plug and shotcreting works in the main headrace tunnel.

-

-
Mitigation plans
An early mitigation plan for the TBM tunnel delay was to keep the TBM going for an extra 150m beyond its original stop point. “The plan in our tender,” explained Logan was to stop the TBM in January 2009, about 190m before the location of the headpond dropshaft, to give us time before June 30 to strip out the continuous conveyor and remove the TBM, while at the same time complete the final 190m by drill+blast and set up for the raisebore operation. We would then also muck out the raisebore through the tunnel using the same drill+blast dump trucks.” - This was changed to keep the TBM going through this final 190m because “it would take much less time to complete that 190m with the TBM than by drill+blast,” said Thomas. “We would get access to the raisebore location quicker. We will still have to continue tunnelling beyond the dropshaft intersection by some 150m to allow initial access to blast the cubby at the base of the dropshalt location. Part of the continuous conveyor and the main TBM back up gantries will have to be stripped out before bringing in the 5m diameter raise head. In simple terms, driving the TBM to beyond the dropshaft intersection, compared to the drill+blast option, saves three to four weeks, considering production and logistics.

-

Main TBM drive unit through a removed motor portal
- The current plan is still to drive the TBM 150m beyond the dropshaft intersection and basically bury the TBM in the stub tunnel with blast material from the cubby excavation. We plan to use the continuous conveyor to transport the spoil arising from the dropshaft raisebore to reduce the risks of long rail mounted muck trains on steep declines.”
-
Downstream work
In the meantime, the downstream power station works, including the high pressure headrace tunnel, have progressed well and are on schedule for meeting the 'ready for water' date of June 30, 2009. Lake Guy, the lower tailrace reservoir, was lowered by AGL to allow McConnell Dowell’s team time to excavate the 10m deep foundation levels of the partially-underground power house and to construct the short cut-and-cover tailrace tunnel and its dissipater structure. - When TunnelTalk was on site in early August, the drill+bast excavation of the high-pressure headrace tunnel was finished and its cast in-situ concrete lining over the primary support of rockbolts and some mesh and shotcrete, was progressing. Each 90m3 pour of the 9m long shutter reduced the 4m x 4m tunnel to a 3,625m i.d. over a 400m length with a further 700m lined to 3m i.d. with a steel liner.

-

Partially underground powerhouse
- The downstream dropshaft was also complete and its concrete lining, cast in 22 lifts of 4.2m each, was progressing at a rate of one lift/day.
-
At the same time construction of the powerhouse was on schedule to meet the end of November 2008 milestone to have the roof on and provide Toshiba a protected environment installating for the two hydro turbines. The current plan is to have the first turbine ready for operation by 31 July 2009 and the second by 30 September 2009. These key dates set the 30 June water-ready date for the tunnels and shafts. At the time of the visit, McConnell Dowell was in the process of finalizing the contractual and commercial arrangements for achieving key milestone dates.
- As well as setting the water-ready milestones, the design tender, also set a head loss limit of 15m over the distance and elevation difference between the headpond and the turbines. By including the raisebore dropshaft at the top end, and moving the lower drop shaft further downstream to create a longer, larger diameter main headrace tunnel, the design-build alternative prepared by Halcrow actually reduces head loss over the client’s base design of 17-18m to 13.2m. The alternative also created a shorter high-pressure headrace tunnel and reduced the amount of steel lining needed. The alternative did however extend the TBM headrace drive over the base design, which makes its delay all the more gauling.

-

Drill+blast high-pressure tunnel
- Meanwhile, repair of the dam wall, under a different contract, has been completed, the cofferdam around the powerstation works has been removed, and the reservoir has returned to normal operating levels.
- When TunnelTalk was on site, Paul Thomas, who had only recently joined the team after working on a major deep tunnel sewer project in Melbourne’s western suburbs, and before that a stint in India on a large cut-and-cover contract for the Delhi Metro, explained that, through all the challenges “the objective now is to look forward. The past is as it is. We need rather to concentrate on where we are now and focus on completing the project and achieving a good outcome for all the parties. It is a new experience for me, to pick up management of a project half way through a contract, but we have a very focused team on site, a good relationsihip with our client, and very detailed forward planning, which all combined, should result in a successful completion of the project for all concerned.”






