

Shani Wallis, TunnelTalk
-
Six TBMs of near 9m diameter are pushing on to complete 62km of combined sewer trunk main to convey waste and stormwater from the centre of Mexico City to a new treatment plant on the Tula River to the east of the city. Since work started, tunnelling teams have survived flood events, faced geological surprises, and lived through a change in national government that appointed a new public-owner management at the top of the project. Crews are now preparing for major changes to improve the TBM performance and production and a proposal to procure additional TBMs is being considered in order to get this vital piece of urban infrastructure finished and in to operation as soon as possible. Shani Wallis reports following a hosted visit with Robbins to Mexico.
- Work on the Emisor Oriente sewerage project started in April 2009 after decades in planning and design. The desperately needed infrastructure is designed to replace, underground, an open canal that conveys waste and stormwater from Mexico City to a discharge on the Tula River to the east of the city.
-

Shaft 10 set-up with the vertical conveyor belt storage loop structure
- Although the open Gran Canal is covered in the city centre, it is something of a national embarrassment for Mexico City. Its capacity is seriously overloaded and its operation and maintenance notoriously and increasingly difficult. The replacement is a 62km long project of 8.9m diameter TBM excavation with a primary precast concrete segmental lining and a secondary in-situ concrete lining with a waterproofing membrane in between. A set of 24 permanent shafts of up to 150m deep and 22m in diameter provide work sites for six TBM operations totaling about 10km each.
- The project is the property of Conagua, the national water and irrigation management authority of the Mexico Government, which awarded the design, construction and construction management of the project's delivery to Comissa, a consortium of Mexico's leading heavy civil contractors - ICA, CARSO, Lombardo, Estrella and Cotrisa (which is since taken over by ICA). Group contractors of Comissa were then awarded the six 10km long construction lots either individually or in joint ventures (Table 1).
- Once awarded, each section contractor procured one TBM for its 10km lot, with the machine selection agreed by the construction consortium and Conagua. Preliminary site investigation was completed by Conagua with further boreholes completed by the contractors and the main construction consortium. These studies and negotiations with various manufacturers resulted in procurement of six TBMs, three each from Herrenknecht and Robbins. All were designed to work through the complex geology beneath Mexico City, ranging from the soft clays and soils of the ancient and dewatered lakebed on which Mexico City is founded, into hard volcanic bedrock at the outer regions and through reaches of mixed interfaced conditions of soft materials and volcanic basalt deposits, all under a confirmed high groundwater table (Fig 1).

-

Fig 1. Geological section and contractual division of the six construction lots of the Emisor Oriente project
- With the tunnel horizon at up to 150m deep, potential TBM operating pressures would be up to 7 bar. For this reason, and recognizing the mixed rock-soil interfaces, the consensus among the contractors was to have all TBMs procured as EPB machines operating with screw conveyors to extract material from the excavation chambers; conditioning agents to assist face support and material extraction; and mixed face cutterheads fitted with picks and disc-cutters for mixed ground conditions and providing an opening ratio to control flow of soft and mix materials.
- Each manufacturer incorporated their signature elements with both including vacuum segment erectors and auger screw conveyors. Mucking-out behind the machines was a choice for the contractor with some selecting sludge pumping systems, rail-bound skips and locos, and others selecting continuous conveyor systems. The soft ground elements of the Robbins TBMs were supplied by its soft ground TBM design partner Mitsubishi of Japan and Robbins also supplied and installed continuous conveyor systems as part of the three full tunnelling systems supplied to its clients. These included vertical conveyors for continuous muck hauling to the surface and an innovation to house the belt loop storage in a vertical structure on the surface at the top of the access shaft rather than either vertically in the shaft or horizontally in the starter tunnel, a system that was said to be working very well.

-

Robbins continuous conveyor transition to vertical shaft conveyor
- The first TBM on site in early 2010, was the Herrenknecht machine for ICA to complete the 10km of Lot 1 from Shaft 0 to Shaft 5.
- Following fabrication at a facility in Corpus Christi in Texas, and after a presentation celebration hosted by Robbins in December 2011, the first of the Robbins TBMs set off to Mexico in early 2012.
- When TunnelTalk made its visit to the project in early 2013, it was to the Robbins TBM working on a 3.8km long drive from Shaft 10 to Shaft 13 that had the heading at 1.5km into the drive. At the time, some 16.5km of the total 62km of tunnel excavation was complete. One TBM had completed its work (the Herrenknecht machine on Lot 1), and four were in operation (the Herrenknecht TBM from Shaft 5 on Lot 2 had just started; the Robbins TBM of the visit from Shaft 10 on Lot 3; the Robbins TBM from Shaft 17 to Shaft 13 on Lot 4; and the Herrenknecht machine from the tunnel portal structure at the treatment plan towards Shaft 20). Mobilization of the final Robbins machine (the third Robbins TBM on Lot 5) was yet to commence as it is being held up by pre-tunnel construction at Shaft 20 (Fig 1).
-
50 year design life
The entire 62km long Emisor Oriente is a gravity-feed system with a flow capacity of 150m3/sec and a vast storage capacity of some 2.4 million m3 designed to retain combined flow until it can process through the treatment plant. Across the 62km long distance the system slopes at about 1.6‰ or by 400m in the vertical alignment, starting at Shaft 0 in the city centre at 27m deep and passing through the deepest shaft, Shaft 20, at 150m deep before ending 10km further on at a portal structure at the treatment plant site in the Tula River valley. - Gravity feed is critical for the client. Mexico City has two existing 62km long combined wastewater conveyors to the Tula River - the Gran Canal, built more than 100 years ago, and the Emisor Central, excavated mainly by drill+blast in the 1960s and 70s. Not only is capacity of both now chronically overloaded, but both have also lost their gradients to subsidence as dewatering of the ground beneath the city has lowered its original ground level by several meters. Dewatering in the basin of the city is now banned, but the damage is done. The city end of the two wastewater conduits now slope back into the city and pumping is required to lift flow to the high point for gravity feed over the final section to the river. More critically still, the city would flood with foul wastewater if either of the two conveyors were to fail.
- From the start, the cost of intermediate pumping on the new Emisor Oriente system had to be avoided and the durability of the system had to be assured for a 50-year design-life. To double as a retention system, the 8.9m o.d. tunnels are lined to 8.3m i.d. with bolted and gasketed precast segments and reduced to a final 7.6m i.d. with an inner in-situ concrete lining. A pvc waterproofing membrane is incorporated between the two to provide corrosion protection of the primary segmental lining and to prevent egress of combined wastewater or ingress of the pressurized surrounding groundwater.

-

Head to head in Shaft 3a - Robbins on the left, Herrenknecht on the right
- The urgent situation for extra combined wastewater capacity was illustrated in early 2010 when an unexpected storm in the dry season overloaded the canal and its pumping capacity. This caused the system to back up, flooding not only the streets, but also flowing down the working shaft of Lot 1 and inundating the Herrenknecht TBM which had just started its drive. It took six months to pump out and disinfect the fouled site and recover the TBM.
- To meet the urgent need to complete the first 10km Lot 1 section to a new pumping and primary treatment station, the project delivery consortium agreed to bring the second Robbins TBM from Lot 5 to Shaft 5 of Lot 1 to complete a 3.8km section back to an emergency reception shaft (Shaft 3a), presenting a rare opportunity of two TBM breakthroughs at about the same time into the same reception shaft.
- Lot 1 was completed in September 2012 and is being made ready to be in service for the coming rainy season of summer 2013.

| Table 1. Group companies of Comissa, their assigned Lots, selected TBMs, and status at April 2013 | |||||
| ICA | Lot 1 | Herrenknecht TBM1 | 6.2km drive | Shaft 0 to Shaft 3 | Complete |
| ICA | Lot 1 | Robbins TBM2 | 3.8km drive | Shaft 5 to Shaft 3a | Complete |
| ICA | Lot 2 | Herrenknecht TBM2 | 10km drive | Shaft 5 to Shaft 10 | 1.9km |
| CARSO | Lot 3 | Robbins TBM1 | 10km drive | Shaft 10 to Shaft 13 | 1.6km |
| CARSO | Lot 4 | Robbins TBM2 | 10km drive | Shaft 17 to Shaft 13 | 427m |
| ICA | Lot 5 | Robbins TBM3 | 10km drive | Shaft 20 to Shaft 17 | On hold |
| Lombardo | Lot 6 | Herrenknecht TBM3 | 10km drive | Treatment plant portal to Shaft 20 | 2.8km |
-
Experience to date
With the limited amount of geological information gathered from one borehole at shaft sites at about 3km intervals, and added cores at 500m centres in areas of suspected faults, the geological uncertainty across the 62km alignment has been making itself evident on several of the headings. Where the initial shallower Lot 1 sections progressed well as EPBM drives with a single screw conveyor through soft clays and sediments, the Robbins EPBM at Shaft 10, was working in as open an operating mode as possible when TunnelTalk visited. Progressing from the bottom of the 80m deep shaft and at about 1.5km into the 3.2km slightly downhill drive to Shaft 11, the machine was working through a 70/30% mixed face of volcanic rock at the top and dry consolidated clay deposits at the bottom. - The 80m deep shaft was sunk using slurry diaphragm walls for the top 63m x 22m diameter depth with drill+blast taking it in two further stages of 50m x 20m diameter and 30m x 16m diameter to base level where drill+blast excavated the TBM assembly chamber and starter tunnel.
- "There was water ingress during the drill+blast works but it was not much and has reduced with time," explained Ing Marco Antonio Lara, Construction Manager Lot 3 for Carso. "The TBM was assembled and launched in dry and esite bedrock and over the course of the next 1.5km to Shaft 11, we encountered some mixed ground and fault zones with wet conditions in places but under not too much water pressure. The material has been extracted through the screw conveyor at all times but for the most part, the system has been open and operating in the non-pressurised mode. The TBM is designed for up to 5-7 bar pressure on this Lot 3 and it has a double screw conveyor of 22m long. From the end of the second screw, material discharges onto a transfer belt conveyor and from there onto the continuous conveyor for haulage all the way to the surface."
- The TBM was in a maintenance shift when TunnelTalk visited the site, and all the pressure elements of the machine were open with the crew working in the excavation chamber in dry, atmospheric conditions. In the mixed face geology, with the rock covering the top 70% of the face and dry competent clay for 30% at the bottom, the disks on the mixed face cutterhead were being wacked. Failing to rotate in the clay, they became jammed and wore flat spots when passing across the hard rock, or were being broken as they passed across the soft clay/hard rock interface. More cutters than expected were being used and progress was being slowed by more maintenance shifts than anticipated.
- Fortunately, the TBM has the power to face the hard rock - an expected feature of Robbins machine design - but the soft ground elements of its design and operation were evidently not needed in the prevailing conditions.


Long horizontal second screw conveyor on the Robbins EPBM (left) to the discharge gate (right)
- "If we run into fractured rock with water pressures of up to the 3-4 bar anticipated, we sure will need the double length screw conveyor," said Nick Power, Site Manager and TBM Consultant for the Robbins technical field team on the project. "But in these dry conditions, we need to be able to bypass the second screw and work more efficiently in the open mode. This is a modification that we plan to achieve when we break into Shaft 11. We also plan to fit a new modified cutterhead, one with more disc cutters and with an increased open ratio. This is in anticipation of meeting more hard rock for the remaining 7km of the Lot 3 section to Shaft 13."
- There is no possibility of modifying the machine to bypass the screw conveyor completely, according to Power, but there is a plan to disconnect the second auger of the screw, move it to the centre of the TBM backup gantry - in wait for when it is needed and refitted - and create a discharge in the barrel of the first screw conveyor to offload material on to the extended transfer belt conveyor. "We might well run into mixed face conditions with high volume, high hydrostatic pressure groundwater," said Power "and we need to be ready for that too. The modifications and the new cutterhead will include removable plates that will allow us to increase the open ratio for working in hard rock conditions and reverse this to close down the ratio again for soft ground working conditions. These will help us match, and get the best, from the inbuilt power of the TBM in these hard rock conditions while maintaining the soft-ground, high hydrostatic water pressure resistance capabilities. An expense for the project for sure, but an investment in getting the project finished."
- The second Herrenknecht machine working from Shaft 5 to Shaft 10 was also having troubles in harder material than expected. It is a hybrid EPBM and has an 8in hydraulic pipeline mucking system to the surface. During the TunnelTalk visit, the machine had passed through Shaft 6 and was into the next reach to Shaft 7 but was struggling in harder material than anticipated and having to pump very hard material through the selected sludge mucking system.
-
Surprising conditions
The fact that the TBMs are meeting hard rock on the outer sections of the 62km length is no surprise to the construction engineers. That the rock is dry, and that high volume, high-pressure water ingress is so absent, is a surprise. Conditions are so different to the experiences of the Emisor Central tunnel works in the 1960s and 1970s on which many of the assumptions and specifications for the current Emisor Oriente are based. Many of the senior engineers associated with the new project also worked on the earlier job and know of the situations first hand.
-




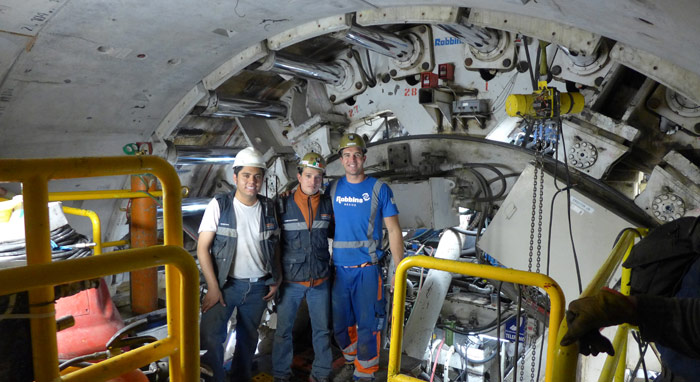
Hector Carrillo Gurrola of CARSO (left) with Marcos Camarena of Robbins (middle) and Óscar Aguilar Pérez of ICA (right) Shaft 10 team: Ing Diego Lara, TBM Manager (left) and Ing Marco Antonio Lara Construction Manager Lot 3 (centre) for CARSO and Nick Power of Robbins (right)
- "It was tremendous," said Ing Hector Carrillo Gurrola, Director of the TBM Machinery Machines for CARSO and on the board of the delivery partner consortium Comissa. "The water ingress was overwhelming. I was a young engineer on the project when TUSA, a consortium of five Mexican contractors, started excavation in 1966. In 1968, the water ingress defeated us and for four years we had no progress while methods for dealing with the water were considered."
- In 1968, just before work stopped, 50 pumps working in sumps at Shaft 12 were lifting 100 litres/sec from the shaft and several drainage galleries installed to drain down the groundwater volume. Under the contract at the time, the Government was paying for the pumping and it had to stop. Eventually, ICA, one of Mexico's leading contractors, resumed the works under a renegotiated contract in 1972 and the completed system went into operation in 1975. "Knowing of these tremendous water ingress problems, we set up the Emisor Oriente project to face equal water problems," said Carrillo Gurrola.
- The six EPBMs applied to the project however are falling well behind the anticipated rate of advance. Frustrated also by shaft sinking problems, the original programme, to have all excavation complete by December 2012 and based on achieving an average of 19m/day/machine, is long past. "We have had peaks of 22 rings or 49m excavated in a single day of 24hrs," said Marcos Camerena, Field Service Engineer for the CORSA contracts for Robbins, "but in rock conditions, progress is down to 9m or six rings/day with daily downtimes for cutter inspections and changes."
- One of several new programmes under consideration, according to Óscar Aguilar Pérez, Project Manager and a Director of the delivery consortium for ICA, is to procure three new TBMs to accelerate excavation and have all excavation completed by a revised date of December 2015 and the full system in operation by the end of 2016. "Quotes for the new TBMs have been invited," said Aguilar Pérez "but the decision depends on a revised project budget by the client."
-
Political transition
After many years of discussion and planning, it was the previous national Government of Mexico under President Felipe Calderon, and its appointed Director of Conagua José Luis Luege Tamargo, that funding was made available and work started on the mega project. In mid-2012, a general election saw the opposition party, PRE, take control of the national government, and while different policies of the previous administration have been overturned, the new government is committed to supporting the Emisor Oriente project. President Enrique Peña Nieto was previously the Governor of the State of Mexico, based on the Mexico City region, from 2005 to 2011, and knows well the vulnerability of the city's storm drainage situation. It is under the new Director of Conagua, David Korenfeld, and the newly appointed General Manager of the project, Luis Rivera that the proposal for extra TBMs was promoted when the question was asked of Comissa: "What do you need to get this project completed as quickly as possible?"



-




Production of the primary reinforced segmental lining
- A new programme with a new set of projected rates for the TBMs, for advance through soft soils, mixed conditions, and hard rock, are being considered by the new government, to have excavation complete by December 2015 and the project in service by December 2016.
- During an interview with Aguilar Pérez at the ICA head office in Mexico City the plan for the proposed new TBMs was explained.
- "The most complicated geology is on Lots 3 and 4 (CARSO with Robbins TBMs) and the logistics are most complicated on Lot 5 which is the deepest section (ICA with an Herrenknecht machine). These are causing delays and the plan for the proposed three new TBMs is to have the first one, an EPBM, complete the 5km from Shaft 12 to Shaft 14 through mixed ground and under high groundwater pressure on Lot 3. New TBM2, another EPBM but with more power, would complete the 3.5km from Shaft 17 to Shaft 18 on Lot 4 through a complex mix of sand gravel and boulders and a little more hydrostatic pressure under a higher overburden. The third new TBM would be a shielded machine to work through hard rock and install the segmental primary lining for a 2.5km section from Shaft 21 to a proposed additional shaft, Shaft 21a on Lot 5."
- Another plan by ICA is to have the first Herrenknecht machine, which has completed its work on Lot 1, redeployed on Lot 2 to assist Herrenknecht TBM2 and complete the section from Shaft 8 to Shaft 10. "The revised budget for the project has not been approved yet for the new machines, which the client would buy for the project, but things are progressing in a good direction," said Aguilar Pérez. "The best thing that could happen would be for at least one extra TBM and with the extra crews and resources that would bring to the project."




-

-

Selected rings are fitted with permanent monitoring instrumentation
- At Shaft 10 on Lot 3, progress has improved since the visit by TunnelTalk. "In the last months, Robbins has been working hand by hand with CARSO to improve the advance rates," explained Andrei Olivares, Project Manager with Robbins Mexico for Emisor Oriente. "We now have a more experienced client that understands better the complex situation of Lot 3, and from both sides improvements to the machines have been proposed, discussed and materialized. This communication has been translated to a productive collaboration and we are now back in the advance rates we pursue. We have a machine that behaves as well in soft ground as in mixed or rock conditions and although we are facing some of the most complex TBM tunnelling ground conditions in the world, we are proud to be part of this challenging project."
-
Final lining
Completing tunnel excavation however is only part of the overall programme. Once excavated and supported with the primary segmental lining, there is the pvc waterproofing membrane and the final reinforced in-situ concrete lining to install through the entire 62km length. At the time of the TunnelTalk visit in early 2013, some 5.7km of the secondary lining in the 10km of the completed Lot 1 had been completed but had yet to start on any other Lot. - The primary segmental lining, designed by Maidl of Germany, is uniform for all project contracts and comprises seven segments and a key in each 1,500mm long 400mm thick ring. Three production factories were established for casting the many thousands of rebar-reinforced segments required for the project and when on site, TunnelTalk visited the double production line of a temporary casting yard established by CARSO to produce segments for Lots 3, 4 and 5. "More than 75,000 segments have been manufactured at this plant," explained Carrillo Gurrola of CARSO at his office at the casting factory. "At the start, both steam curing carousel production lines were working two production shifts/day. Now, the majority of segments for the 30km of Lots 3, 4 and 5 are produced and production has been reduced dramatically. One production line has closed down and the other is on one production shift/day. All segment casting is expected to be completed by December 2013."


-




Primary segmental lining finished to 7.6m i.d. with in-situ concrete
- With TBM advance progressing much slower than anticipated, the segments are stockpiled in ring sets on land along the road to the casting yard in something that looks like an installation of modern art and a truly impressive sight.
- As each TBM drive of up to 5km long is completed, the working site setup moves up to the breakthrough shaft for the next drive to free up the finished drive for installation of the waterproofing membrane and final in-situ concrete lining. "The concrete is being pumped down borehole lick lines from the street and up to 1.5km along the tunnel to the forms," explained Aguilar Pérez.
- As the main contractor for Lots 1, 2 and 5, ICA is responsible for excavation and lining of 30.5km of the 62km long project. To early 2013 excavation of the 10km of Lot 1 was complete and 2km of Lot 2 had advanced. As the main contractor for Lots 3 and 4, the most complex from a geological perspective, CARSO had completed about 2km of TBM excavation.
- By the end of May 2013, the news from Mexico City reports that just more than 28.5km of the full project is now excavated with some 10km of the internal final lining installed.
- Approval of a new budget and the plan to buy and apply extra TBMs to the excavation process has still yet to be confirmed, but with some 34.5km of tunnel still yet to excavate, the investment in the extra resources would be money well spent to avoid a flooded city centre scenario during the coming and future summer wet seasons.




Gallery




-
Robbins EPBMs to drive Mexico City drainage - TunnelTalk, November 2008
Herrenknecht delivers first of three TMBs toMexico City's massive drainage project - TunnelTalk, February 2009
Robbins EBPMs heading for Mexico City - TunnelTalk, February 2010
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.