
- Current
TBM tunnelling in hard rock conditions is associated with high risk related to advance rate and cutter consumption and TBM design based on expected rock mass properties is a crucial part of front-end risk management in such projects. In order to cope with extreme hard rock challenges anticipated on the Follo Line project in Norway, a robust TBM design was imperative.

The new 22km twin tube railway tunnel between Oslo and the city of Ski includes 20km of twin-tube single-track tunnels, of which 18.5km is being excavated through hard to extremely hard rock by four TBMs. Bane Nor, the state-owned national railway infrastructure company, is the owner of the project and awarded the TBM excavation contract to the Acciona/Ghella JV (AGJV). The four 9.96m diameter double shield TBMs, capable of erecting the required one-pass precast segmental lining, were manufactured and supplied by Herrenknecht of Germany.
From studies carried out, the rocks along the tunnel alignment consist of Precambrian gneisses with bands and lenses of amphibolite and pegmatite with several intrusions. The rock mass is quite homogenous and competent with moderate jointing. The demanding massive, hard, tough and abrasive rocks have a UCS in the range of 100MPa to 300MPa. The expected advance rate according to the NTNU Prediction model1 was 15.6m/day.
The success of the Follo Line TBM tunnel project depends on the performance of the four TBMs operating from the centrally located access point at Åsland. The location and the opportunities to develop a compact site arrangement - including all necessary operations for production of the 18.5km-long tunnels - provides great environmental benefits compared to excavation by drill+blast from several access points.


Ultimately, TBM requirements included upgrading the cutterhead and main drive design, resulting in increased stiffness of the cutterhead, reduced cutter spacing, and a larger diameter main bearing with an extended L10 life. At the end of all excavation in February 2019, these upgrades have proven to be justified.
Based on field data from more than 250km of hard rock tunnels, the NTNU, Norwegian University of Science and Technology, has derived some important design principles for hard rock TBMs1 that were implemented in TBM design for the Follo Line project.
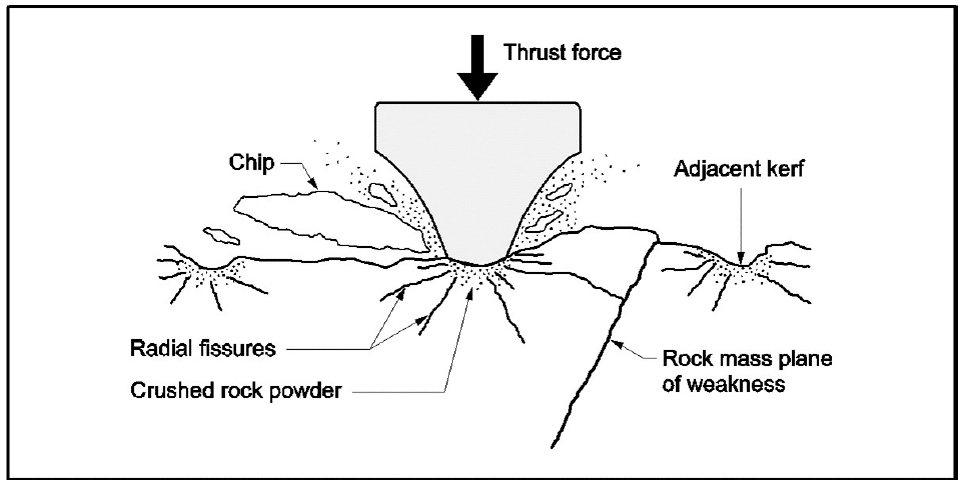
During rock breaking under a disc cutter, efficiency is characterised by the size and shape of the largest chips, and by the amount of fines produced (Fig 1). For a given rock mass, rock-breaking efficiency may be increased by increasing the applied cutter thrust force and/or increasing the number of cutters on the cutterhead.
Efficient boring in extremely hard rock conditions is characterised by very high average cutter forces, cutter peak forces, cutterhead vibration levels and cutter ring wear. For individual disc cutters, the very high average and peak cutter forces have a strong impact on the design. The trend has been to increase the cutter bearing size and the cutter ring diameter in order to apply higher cutter thrust. Since 1985, standard cutter diameter for hard rock conditions has been 19in, with 20in being the possible next step.
Design of the cutter ring itself relies very much on the current steel material technology. A constant cross section type is used, with cutter ring edge width varying from 15mm to 25mm. A cutter in the outer part of a cutterhead will have a higher rolling velocity and is exposed to higher peak loads than a cutter in the inner part of the cutterhead. Hence, a wider ring is needed to avoid destructive wear in these outer positions.

The number and layout pattern of the disc cutters on the cutterhead also plays an important role in hard rock conditions. The spacing between adjacent cutter tracks influences the necessary thrust to break large chips – the larger the spacing, the higher the necessary thrust (Fig 2). Rock breaking work increases with the square of the radius from the centre of the tunnel face and outwards. Hence, spacing between cutter tracks must decrease towards the gauge. As a rule of thumb, optimal tip width of cutter rings for given rock conditions should be as narrow as possible in order to obtain a good rate of penetration. However, the tip width of the ring should be sufficient to sustain the cutter loads needed to cut the rock efficiently without cutter ring chipping or 'mushrooming'.
For the Follo Line TBMs, the contractor tested cutter rings with different tip widths and found that a low Rockwell hardness of the ring for hard rock tunnel boring results in a ‘mushrooming’ where the ring tip width becoming so wide that penetration per cutterhead revolution is reduced causing under utilisation of the full TBM potential.
When considering rock-breaking efficiency and cutter wear only, the ideal cutter layout pattern would be to place all cutters along one diameter line of the cutterhead, for example, with cutters in tracks one, three, five, etc on the left hand radius and cutters in tracks two, four, six, etc on the right hand radius. However, such a design would generate extremely high and unbalanced forces on the cutterhead structure and on the main bearing. The seemingly best alternative is to apply the same alternating cutter placement along the two arms of a double spiral starting in the cutterhead centre.
The general experience is that the total number of cutters on a cutterhead intended for boring in extremely hard rock conditions should correspond to an average cutter spacing of approximately 70mm over the cutterhead. When extremely hard rock conditions are expected, one must consider having more cutters on the cutterhead in exchange for smaller openings for muck removal. Based on previous experience from boring in similar Precambrian gneiss rocks in Norway, it is assumed that cutter life is in the range of 200m3/cutter change.
Efficient boring in hard rock conditions is associated with strong vibrations originating from the high peak loads of the rock breaking process itself. These vibrations will put large strain on the cutterhead structure in general and on the cutter housings in particular. The simple solution is to add structural strength and weight to the cutterhead using steel.
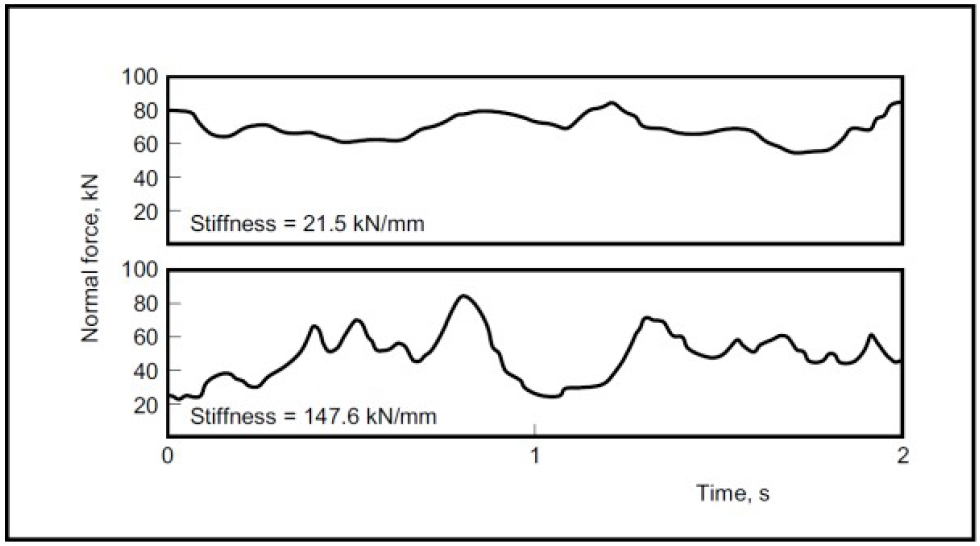
One more item to consider is the stiffness of the cutterhead structure and the cutterhead thrust system (Fig 3). The stiffness of the cutterhead structure will be improved by more steel in the cutterhead structure. The recommendation for the thrust system is to increase the hydraulic stiffness by increasing the diameter of the thrust cylinders and/or increasing the number of thrust cylinders.


Due to very high average and peak cutter forces, the main bearing will have to respond to a very high and unbalanced load situation. Considering the total rock-breaking work of the tunnel face, half of the work will be outside 0.7 of the cutterhead radius. Also, the cutter peak loads will increase towards the gauge due to the higher rolling velocity of the cutters and the curvature of the cutterhead structure. Hence, the main bearing diameter should be in the range of 0.7 of the cutterhead diameter.
Babendererde Engineers of Germany performed a third party verification of the main bearing L10 life calculation for the proposed 6m main bearing of the Follo Line TBMs and according to ITAtech Report No 1 (April 2013)3 and proposed some design changes to the cutterhead. In order to further minimize the risk of main bearing failures during TBM tunnel construction, the Follo Line management entered into an agreement with the contractor to enlarge the diameter of the main bearing to 6.6m o.d., which gives a main bearing:TBM diameter ratio of 0.66.

In the original tender, the winning contractor AGJV offered TBMs with technical specification well within the invitation to tender requirements (Table 1). In the revised tender, the TBM specifications and some technical specifications were changed prior to signing the contract to further improve the final design of the TBMs, including improved cutterhead and main drive design, resulting in increased stiffness of the cutterhead and a larger-diameter main bearing with an extended L10 life.
The first of the four Herrenknecht 9.96m diameter double shield TBMs started boring operation activities in September 2016 and by the end of the year all of the machines were in operation. In September 2018, the two TBMs boring in the northward direction toward Oslo Central Station broke through into an underground cavern at the interface of the TBM excavation contract and the follow on drill+blast tunnel contract into Olso. In February 2019, the two TBMs working in the southward direction toward the city of Ski, broke through into the cut-and-cover transition to a surface approach to the Ski railway station. The performance of the machines have proven that the extra investment in the design of the TBMs was prudent in managing successful excavation of the very hard rocks of Norway.
|
|
|
|
|
