
TunnelTECH - Declined shaft tunnelling
Facing steep challenges on St Petersburg Metro
Aug 2012
Dr Karin Bäppler, Design Engineer, Herrenknecht AG
-
Excavation of three steep 30° decline escalator shafts using soft ground TBM technology afforded significant technical advantages for the St Petersburg Metro in relation to supporting the soft clays through which the shafts would have to travel to reach some of the deepest stations in the world. Dr Karin Bäppler describes the various challenges posed to TBM design and operation at such steep declines.
- Due to specifics of geological and city planning conditions, the metro system in St Petersburg is one of the deepest metro systems in the world, with average depths of 50-75m below the surface.
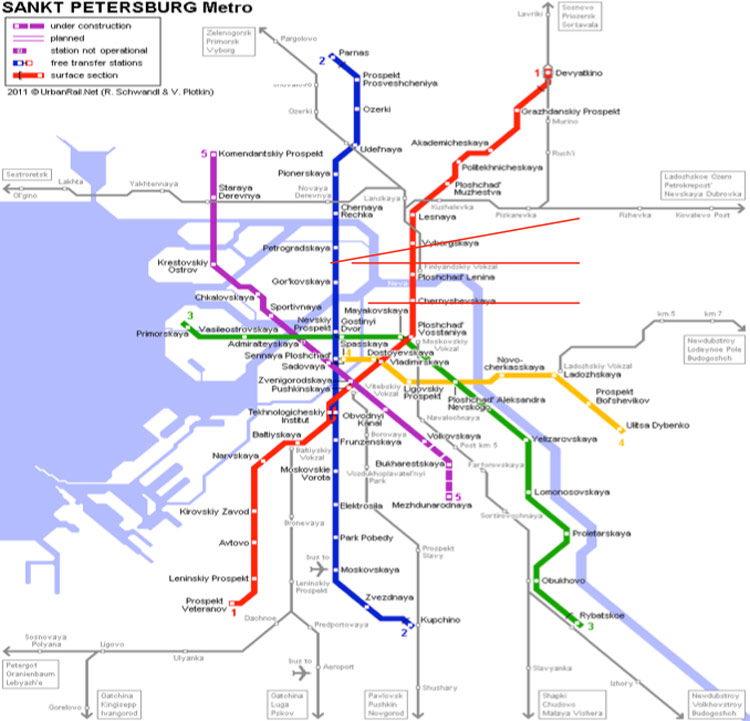
- The first metro line opened in 1955, and since then the network has been extended to five lines with an average of 1.9km between its 62 stations (Fig. 1). Admiralteiskaya metro station (Line 3) is currently the deepest station at 102m and two others, the Spasskaya Station on Line 4 and the Obwodny Kanal Station on Line 5, are also at deep levels of about 65m deep.
-

Ready for launch
-

Fig 1. St Petersburg metro

-
The challenge
The main challenge was to safely access these three stations through mainly soft clays, below the groundwater table, with 30° decline escalator shafts, while operating in a tightly-confined inner city location where ground movement issues were critical. - The subsurface conditions in the project area of St Petersburg are unstable, with geological conditions characterised by soft clays. For this reason the metro is built at deep levels in stable clays that are found at 50-110m below the surface.
-

10.72m diameter EPBM completed all three escalators
- This posed a challenge for connecting the metro stations to the surface by drilling long shafts at an angle of 30°. Conventional construction methods such as the excavation of temporarily frozen ground in sections with cast insitu concreting of the lining are time-consuming and costly. Ground freezing is associated with substantial risk of subsidence during the freezing and thawing process, and must be avoided in the built-up city area of St Petersburg.
- The solution is to use the technical advantages of mechanised tunnelling technology to excavate the soft soils and control settlements on the surface. The challenge of the construction of the three large diameter declined shafts was safely mastered using a TBM. The specially-designed machine selected to suit the prevailing geological conditions was a 10.72m diameter EPBM, the large shield diameter being needed to accommodate the project's requirement for a clearance profile of 9.4m for the three escalators.
-
New TBM design
The project demanded a new and specific design for the TBM and jobsite logistics to safely build three large diameter inclined shafts of 30° in soft clay with lengths between 105m and 160m. - The basic layout of the machine for St Petersburg is a normal EPBM with a cutting wheel, shield and back-up system and an erector to place the tunnel lining consisting of reinforced concrete segments. Special focus during the design of the large diameter EPB shield had been on:
-
• Material handling and logistics
• Trailing gear
• Stabilisation of the TBM
• Recovery of the TBM

-

TBM and trailing gear schematic
-
Material handling and logistics
The cutterhead design is equivalent to that of a machine designed for horizontal tunnel drives. The cutting wheel with an excavation diameter of 10.72m is equipped with 222 soft ground tools and 27 x 17in diameter double disc cutters and five foam injection nozzles. The material transfer from within the excavation chamber to the back is achieved with a screw conveyor. The material handling with a 900mm diameter screw conveyor at a decline of 30° was tested in the factory to guarantee the conveying capacity of the screw conveyor which extracts the excavated material out of the excavation chamber at an angle of 50°. - For removal of excavated material, normal systems such as a belt conveyor, trucks or trains were not suitable for the 30° gradient. The excavated soil was removed with two rail-bound wagons running on twin tracks hauled by a winch system (main and tail rope haulage). This system was also used to transport the lining segments to the machine. For material transport three buckets, each with a capacity of 12m3 were used. The annular gap backfill material comprised a two component grout which was transported from the surface down to the machine via lines conducted on a cable garland.

-

Material flow from screw conveyor into skips
-

Material transport via two track rail-bound wagons


-
Trailing gear
Due to limited space, a compact and short design of the machine was required. The TBM has a total length of only 35m. The installation of the trailing gear in the launch shaft was limited due to the winch house in the rear, which required the assembly of the 21m long trailer in two steps. The transformers for power supply to the machine were located on the surface to achieve a short design. -
Stabilisation of the TBM
The soft clay formations overlying the stiff to hard clay layers consist of glaciofluvial and fluvial deposits with high water content. These soft clays hardly resist the weight of the TBM. Since the centre of gravity of the machine with the cutterhead and drive unit is located towards the front, great downward forces result, especially when the machine is tilted from its horizontal assembly position to its 30° decline drive alignment. - In order to avoid an uncontrolled sinking of the machine or a deviation of its route, a system of traction cables and hydraulic cylinders was developed to keep the machine on course. The traction cables are fixed to the shield and are conducted up the escalator shaft to the surface. The tension cables are anchored to hollow piston cylinders on the reaction frame. The hollow piston cylinders enable a powered control to extend the tension cables to match the advance of the machine. A shield cradle was used for assembly of the machine in a horizontal position. Four hydraulic cylinders were then used to tilt the machine into its 30° decline position. The machine needed a number of blind rings as a support to push off before the first lining segments could be installed.
-

EPB shield with blind rings as support to push off
-
Recovery of TBM
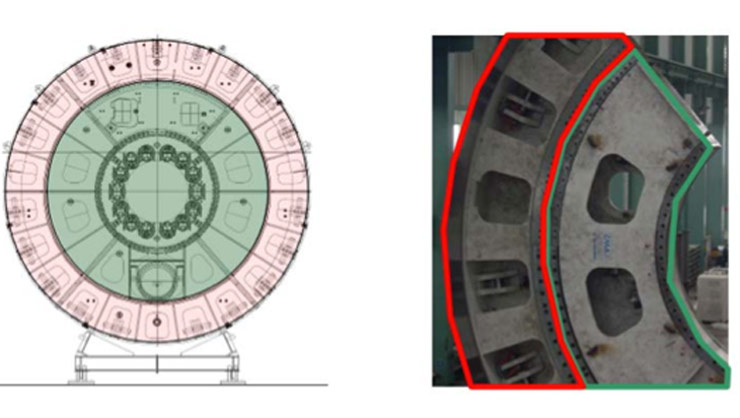
It was considered that disassembly of the EPBM would take place underground, in parts. The main components had to be recovered from within a blind shaft to be reused for the excavation of the two subsequent escalator shafts. This required a new design of the tunnelling equipment and especially of the shield's steel structure. The shield consists of outer steel elements that remain in the shaft as part of the shaft construction. To reduce the complexity of remanufacturing an additional shield shell for each shaft drive, the shield was divided into four outer steel elements, that remained in the shaft, and four removable inner steel parts. The trailing gear and machine components were disassembled one after another in the shaft and retrieved using winches. - A gantry crane with a span of 25m and 2 x 60 tonne winches was used for assembly and dismantling of the TBM, the supply segments to the machine and for installation of equipment in the completed shaft.

-

Outer shield remains in the shaft, inner shield removed
- The segmental lining comprises rings of seven segments plus a key with a thickness of 500mm with a ring length of 1,000mm. Segment moulds were manufactured and supplied to the project by Herrenknecht Formwork. A two-component annular grout was mixed and stored on the surface in a tank with a capacity of 3m3 and was pumped as required to a smaller 1.9m3 container located on the back-up.
- The first declined tunnel of 105m accessed the 65m deep Obwodny Kanal Station. The machine was kept on its correct alignment using a VMT guidance system and the innovative system of restraining cables and hydraulic cylinders. Excavation of the first shaft by OAOMetrostroy went smoothly and rates of up to 3m/day were achieved.
- The 105m long tunnel was completed by December 25, 2009 after 11 weeks of tunnelling. The machine was then dismantled and transported to the new location. The outer shield of the EPB machine remained in the shaft as a final element of the tunnel construction. The reassembly of the machine comprised the equipment of the machine with a new outer shield. The machine started excavation of the second access of 116m length for the 102m deep Admiralteiskaya Station. The tunnelling team achieved performances of up to 4m/day with an average of 1.6m/day for the month of April 2011.
|
|
|
|
|
Add your comment
- Thank you for taking the time to share your thoughts and comments. You share in the wider tunnelling community, so please keep your comments smart and civil. Don't attack other readers personally, and keep your language professional.