
- Current
Substantial capital investment in new tunnelling equipment is paying off for Miller Construction. Work on its 142 week tunnel contract for Thames Water was in its 50th week and excavation of the 3.8km long x 3.38m o.d. tunnel was set to finish by mid November 1990. Much of this satisfactory progress is credited to the purchase of new equipment and the establishment of a well controlled tunnelling operation, according to Tommy Talbott, Managing Director of the tunnelling division of the family-owned Miller Construction contracting company.
“When we tendered for this length of the London Water Ring Main project, the company decided to invest in the latest modern equipment including locos and muck skips,” said Talbott. “It was considered that this would provide the best opportunity not only to complete this contract satisfactorily, but also to give us an advantage when tendering for many of the future tunnelling projects which are planned by the water authorities and other clients.”
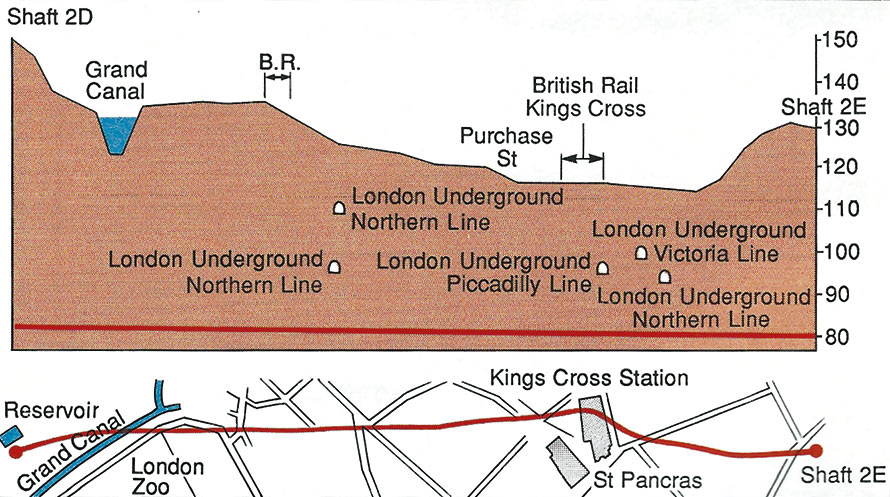
As in many urban situations, the 3.8km long tunnel from New River Head to Barrow Hill, between 40m and 75m under the streets of London, would include tunnelling through soft, waterbearing ground. The geological report predicted sand lenses in the Woolwich and Reading Beds of the first third of the run, Thanet Sands in the middle third, and Woolwich and Reading Beds again in the final third, with a short length of good quality London Clay before finishing at Barrow Hill (Fig 1).
“The contract specifications required that the tunnelling method be able to cope with up to 4 bar of groundwater pressure,” said Chris Hughes, Tunnel Manager for Miller Construction. “This ruled out the use of compressed air as the pressures required would be too high.”
Today, compressed air tends only to be used where absolutely necessary. It has instead been successfully usurped by modern tunnel boring systems. “We looked at several soft ground tunnelling systems,” said Hughes, “including those from Germany, Japan and the UK. But it was the Lovat EPBS system that we chose. At £1 million, it was not the lowest cost machine offered, but it is a robust, well designed, flexible machine with good service back-up. Lovat gave us the best delivery of four months from placing the order and in addition to this, the system has a proven track record.”

After submitting a tender based on the Lovat EPB machine, Miller won the contract in October 1989 with the lowest bid price of £11.2 million and bought the 99th TBM to leave the Lovat factory in Canada. It is among 14 Lovat TBMs sold to UK contractors, three of which are working or have worked on the Ring Main project.
The 3.38m o.d. machine is of the basic Lovat design with the EPBS extras. It operates as an open, non-pressurised shield when in stable conditions and can be converted to a pressurised EPBS system when in wet, unstable ground. In addition to the familiar hydraulically operated flood doors on the cutterhead, the TBM is fitted with the Lovat pressure-relieving gates. These are positioned at the top of the stationary muck ring inside the excavation chamber. As muck is scooped up by the rotating cutterhead and dropped on to the hydraulically operated gates, earth pressure must build up sufficiently to overcome the pressure of the hydraulic rams keeping the doors closed.
Should conditions deteriorate further, the flood doors are closed to provide a nearly watertight bulkhead, and the shield is converted to the EPBS mode. This involves removing the central belt conveyor and replacing it with a single 48cm i.d. x 7m long screw conveyor bolted to the conveyor portal in the bulkhead between the working area of the shield and the excavation chamber in front. Under such conditions, the muck chamber is completely filled and muck is extruded through the screw conveyor.
The tunnel is being lined with bolted precast concrete segments. Design of the lining was not specified by the ICE Fifth Edition form of contract let by Thames Water, other than it must be bolted. Instead, it was designed jointly by Charcon and Miller Construction.

The approved primary lining is quite unusual compared to designs used so far in the UK. There are five segments and a key to each 1m wide x 210mm thick ring. These are fastened on the circumferential joint by Charcon Fastlock dowels and by 220mm long curved bolts on the cross joints. All five segments are identical, with a tapered key (Fig 2). The segments are bolted together as they are positioned, starting in the invert. It takes about 15 minutes to build one 1m wide ring. The identical design of each segment eliminates the need for specific stacking and transportation.
Each 0.75 tonne segment is lifted into position by the Lovat TBM segment erector arm. A threaded inset cast into the centre of each segment acts as a receiver for the lifting ball. It is also the grout hole through which the cement/PFA grout is injected to fill the annulus. The grout is mixed down on the 60m long Lovat designed and manufactured trailing backup.
Grout injection is carried out immediately the new ring is erected. A thick, fibrous grease supplied by Mobil is constantly and positively fed into the space between the double-row wire brush tail seals and their wire filaments to prevent ingress of any groundwater or grout. The main bearing is constantly fed with the same grease.
The segmental lining is largely nongasketed. In wetter conditions, Hydrotite is fitted to the segments as required. Once the tunnel is excavated, it will be finished to the required 2.54m i.d. with a 130mm thick x 200kg/m3 reinforced insitu concrete lining as specified by Thames Water.
“Having invested in a high-speed tunnelling shield, we needed the necessary back-up equipment to ensure that maximum progress rates could be achieved and sustained,” said Bruno Speed, Project Manager for Miller. “For this reason, we bought two new 6.5 tonne battery locos from Omam of Italy, which supplied the units within four months of placing the order, and a fleet of new 2.5m3 side tipping muck wagons from Decon of the UK. We also installed an efficient muck hopper system for speedy service through the 50m deep working shaft.” Loaded muck cars are emptied into the 20m3 muck hopper set into the floor of the shaft which is then hoisted to the surface by a specially noise-proofed 80 tonne diesel hydraulic crane. It takes one train to muck out each ring and the shaft hopper holds one train load.
The TBM was assembled in a week and started tunnelling in March 1990. It is expected to complete its 3.8km long single heading drive by mid-November 1990. Working on a two 10hr shift/day, five days/wk, the best advance rate achieved was 16m/shift. To keep pace with the TBM, California switches were installed at 800m, 1,800m and 2,800m and the number of muck trains was increased to five. Although the TBM did pass through some very wet ground, the EPB screw conveyor was never required, since the flood gates and the pressure relieving gates on the muck ring were capable of coping with the situation by themselves.

From the 50m deep access shaft at New River Head, the line of the tunnel has taken the TBM through three gentle curves, the tightest being 170m long on a 500m radius. It has also taken it under the King's Cross main line railway station with only 10m cover to the Northern Line of the London Underground system. In this urban environment, settlement is a major consideration. Despite the fact that the tunnel is on average about 45m below the surface, precise monitoring stations have been established throughout the alignment.
Another major consideration was the possibility of encountering dangerous gases. Strict 24h/day monitoring to detect any poisonous gases such as methane or dangerously low levels of oxygen is required by the contract for the 3.8km single heading drive. With no intermediate access points, fresh air is drawn in from the working shaft and conveyed along the tunnel in 400mm diameter ducting. In addition, before entering the tunnel, everyone is logged on the tally system and equipped with a self-rescue kit.
Miller Construction prides itself on running tight safety procedures as well as a strict quality assurance programme. Miller is one of the first tunnelling contractors to approach the BSI for quality assurance accreditation.
The shafts at either end of the tunnel contract were both completed under earlier separate contracts. The connecting shaft at Barrow Hill is already fitted with Ring Main pumping equipment. The Lovat TBM cannot therefore hole through. Instead, Miller will drive to within 25m of the shaft and excavate a chamber around the machine, where it will be dismantled for withdrawal backwards through the tunnel. To accomplish this, the TBM is the first double-skinned Lovat TBM that is bolted instead of welded together. The remaining 25m of tunnel and breakthrough into the shaft will be accomplished by hand mining methods.
Once tunnelling is finished and the TBM is out, Miller will cast the in-situ secondary lining and carry out finishing works in the New River Head access shaft to complete its contract. Meanwhile, with a new outer skin, the Lovat TBM and all the associated equipment, that has performed to specification and beyond, will be ready to move to the next job.
|
|
|
|
|
